

������Q����ɽ������˹�F·�������˾
ϵ�ˣ�ꐽ�����������
ϵ�֙C��
�̶��Ԓ��
��I�]�䣺845359397@qq.com
ϵ��ַ�����Kʡ�K����ɽ�гDZ����1255̖
�]����215316
ϵ�ҕr��Ո�f���ں��ľW�Ͽ����ģ��x�x��
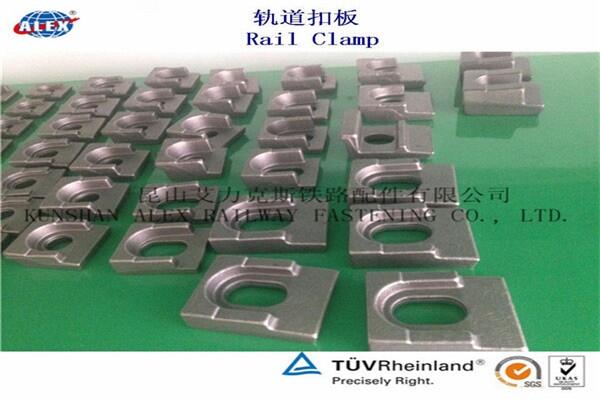
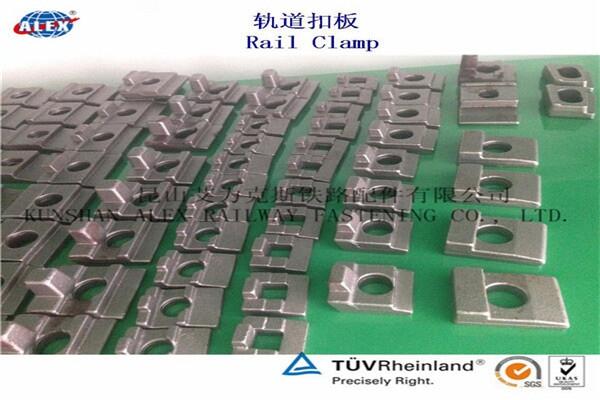
�ຣ܉���۰幩����
2008��12�£����Mһ���_�JWJ-8�Ϳۼ��cCRTS II��܉����Ĵ�ĥ��ˇ��ƥ�䣬������˾�M���F��Ժ���F��Ժ�����M������ӑ������Ľ��h������CRTS II��܉����Ĵ�ĥ��ˇ�ʹ�ĥ������׃��ʹWJ-8�Ϳۼ��cCRTS II��܉����ӿڵĽӿ��OӋ�ߴ���ȫһ�£���WJ-8�Ϳۼ��cVossloh 300�Ϳۼ��OӋ�˸�һ�£����܉�ߵ��{��������0��+30 mm�{����-4��+26 mm�b�ھ�����H�F·܉�����{�r����M��܉���1mm����O���ȣ�����Q�r���^�ߵ�܉�����壬�{���M���^���ۼ���܉���{����ʽҲ�M��������������_�����������F·܉������O���ȣ���WJ-8�Ϳۼ��M�����OӋ�����OӋԭ�t��1���������C���g�l�����M��������Ҏ���������\�����ۼ�ϵ�y���м��g�l�������F�Ƽ���[2006]248̖��2������ԭ�нY�����ֲ�����������������׃��ᘌ����������F·���\�I�l���;�·�l������CRTS II��܉����ij�܉�ێ��Π�ͳߴ缰���ĥ�����ˇ�����κθ�׃����r�£��M��������ƥ�����OӋ��3���Y��ǰ�ڬF����O�Ͱ��b�����ֲ����������cԭWJ-8�ͣ���WJ-8A��WJ-8B���ۼ������^�֣�������������ĺ�Ŀۼ�ϵ�y������WJ-8C�Ϳۼ�ϵ�y���m�÷�����1���ۼ�ϵ�y�m���\�I�l��������ٶ�350 km/h���\�������S��170kN���]�S�ؿ�������10%����2���ۼ�ϵ�y�m�þ�·�l����CRTS II�Ͱ�ʽ�o��܉���Y������Ҫ�ķ����� 1���cCRTS II��܉����ӿ���ȫ�yһ���{���ӿڳߴ磬ʹ�ۼ��cCRTS II��܉����ӿ���ȫһ�£����c�{���˃ɳ�܉����ȓ���y���c�g��Ĝy��λ�ü������ߴ磬�����܉܉��浽��܉�_����ĸ߶���208 mm�{����210 mm��������܉�����ĥ�����{���ē��ġ�2�����܉�ߵ�λ���{����ʽ�����܉�ߵ�λ���{��������0��+30 mm�{����-4��+26 mm��3�����܉����λ�ã�܉�ࣩ�{����ʽ��

WJ-2�Ϳۼ������ۼ���60 kg/m�܉�OӋ���m����Ҫ���܉�ߵͺ�����λ���{��������O�����L�܉���A�������������ϟo��܉���Y����Ҳ����С�����ۼ�������O��������\�����L������ʽ�o��܉���Y���ϣ������˕r�ٞ�321 km/h�ĸ�����܇ԇ�������á�ԓ�ۼ��Y���cWJ��1�Ϳۼ����ƣ�ֻ�nj���Ƭ�ۉ������Ï��l�ۉ�����ԓ���l�OӋ�ۉ���4kN��ǰ�ˏ���11.5mm���ۼ���Ҫ�OӋ�����c���c���£��� �ۼ��{����40mm���܉�ߵ��{��ͨ�^��܉�¡��F�|���|���{�߉|�匍�F��܉���{����10 mm���F�|�����{����30mm���� �ۼ�����λ���{����ÿ܉��10 mm���{��܉��ͨ�^�Ƅӎ����L�A���F�|��팍�F�����B�m�o���{������ �ۼ��OӋ�����ܙM������50 kN(ƣ�ں��d)����������܉�_���O���硣�� �F�|�����O��1��40܉���¡��� �ۼ����c���Ȟ�40��60 kN/mm���� �ۼ�T����˨����ĸ�������ɾo���䷽ʽ���ã�Ҫ���ɾo�̶�һ�£�ʹ�ۼ�����������T����˨����ĸŤ�؞�90��100Nm���� �^����˨�Q�oŤ�؞�300Nm���� �A��^���ܿ���������100kN��


��ɽ������˹�F·�������˾���a������˜ʸ��N܉���۰剺�壬��Ҫ��ģ����a��ˇ���T�����a��ˇ�ɷN�������͑���ͬ��Ҫ�������a��
��ɽ������˹�Ŀ۰�ۼ����a�dz�ע���|�����ƺ������҂��Ŀ۰�ۼ����a��ȫ������ISO9001-2008�|���wϵ�����ƣ��҂�߀�@���Ї����F·�aƷ���a�S���C���҂����Ќ��I�ęz�y�O�䣬�Դ_���҂����еĿ۰�ۼ��aƷƷ�|���_���͑���Ҫ��
��ɽ������˹�F·�������˾��һ��ͨ�^ISO9001/2008�J�C�Ĺ�˾�����е����̶�����ISO�|�������wϵ��Ҫ�Ĺ����̵��|�����Ƶ���Ʒ���҂����ǰ��˜ʳ�����������������҂��Ї�����|������ϵ�y��
1����ԭ���ϵęz��͜yԇ���҂�Ҫ�����ṩ���a��̖�����W�ɷ֣����W���ܵșz�yָ�ˡ�
2���҂����|�����ƙz�T�ڙz�y�^���в�ȡ��Ʒ����Լ������z�y�����ṩԭ���ϲ��|�C�������ֶ��M�п��ơ�
3�������aƷ�IJ�ͬҪ���҂����������������ͻ��W�yԇ�͙z����Y���������҂���Ҫ���҂����ܽ^���գ�ֻ�в��ϝM���҂��Ę˜ʲ��ܽ��ա�
4���������a�İ��Ʒ������f�S�̣��҂������M���|�����ƅf�{���h�����ṩ���g���ֺ�ָ�����ڰl؛ǰ���C�ϸ�ĮaƷ�����o�҂��Ŀ͑���


���z�|��z��Ŀ���ж�ԭ�t��һ��Ŀ�ģ�ָ���z��ˆTҎ���z���C�aƷ�|�������������gҪ��
�F�|�����a���g�����}�c�ų�������ij�S������ʧģ�����F·���T���a܉���F�|���T�����F·�T�F�|�����T�B�����^�˻�̎����,�ܛ_���r���װl������,��ɴ����aƷ���ϸ�,�UƷ�ʺܸߡ��҂�ᘌ��@һȱ���γ�ԭ���M�з���,�l�F�a��ȱ�ݵ���Ҫԭ���ǟ�̎���O����F����,��̎��ضȵ͡�ᘌ��@һԭ��,����������Ľ�Q��ʩ,������ȱ���T���M�П�̎��,�ص�������ԓȱ�ݡ�1���F�|�����a�l�����F·�T�F�|�������ʧģ�����a,60kg ���l늠t�۟�,��ע�^������նȱ�����0.03MPa , ��ע�ضȞ�1580�档�仯�W�ɷ�w��:0.46%C,0.23%Si,0.59%Mn,0.015%S,0.024%P���T�������,���^��������,Ȼ���M���˻�̎������̎����ˇ��:�ӟ�ض�850��;���ؕr�g2h,�S�t��s���Ҝ�(��Ӌ12h)��2���M�������F�|����ц��}
�ຣ܉���۰幩����
















