������Q����ƽ�h�ѠN�z�W��Ʒ����˾
ϵ�ˣ��R������
ϵ�֙C��
�̶��Ԓ��
��I�]�䣺3075412008@qq.com
ϵ��ַ����ƽ�h�ǖ|���I�@�^����·
�]����53600
ϵ�ҕr��Ո�f���ں��ľW�Ͽ����ģ��x�x��
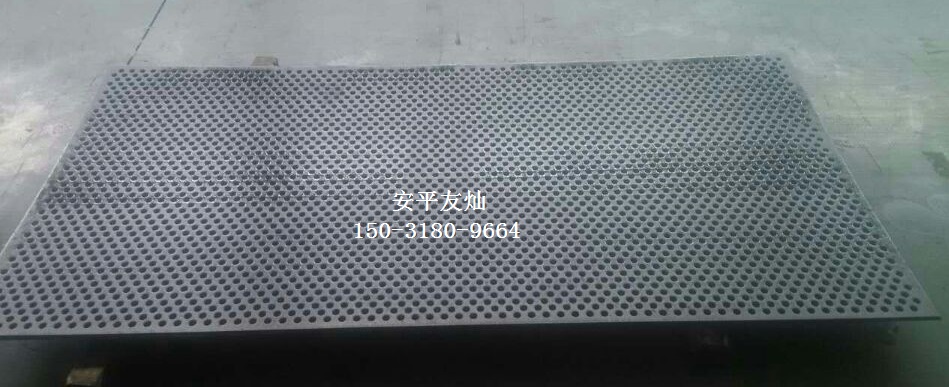
���؛_�W����;�V�����侫��Ҫ��Ҳ��ͬ���҂�����һ�Ŷ�Փ��ֻ���҂��˽⌧���`���ԭ�ŕ����a�����õ��_�W�������õĞ�͑����գ����õĝM��͑�������ôӰ푔��؛_�W�`���ԭ������Щ�أ���ƽ�ѠN�z�W����ҷ����£�
1���C���������`����Ҫ�������S���D�`���܉�`��͂�����`����S���D�`����ָ���S��˲�g�Č��H���D�S��������ƽ�����D�S����׃����������ֱ��Ӱ푱��ӹ��ě_�W���ȡ����S���D�`��a������Ҫԭ�������S��ͬ�S���`��S�б������`��S��֮�g��ͬ�S���`����S�@�ȵȡ���܉�ǙC���ϴ_�����C����������λ���Pϵ�Ļ��ʣ�Ҳ�ǙC���\�ӵĻ��ʡ���܉�����������`���܉�IJ�����ĥ�p�Ͱ��b�|������Ɍ�܉�`�����Ҫ���ء�������`����ָ�����ʼĩ�ɶ˂���Ԫ���g�����\�ӵ��`������ɂ�����и��M�ɭh����������b���`��Լ�ʹ���^���е�ĥ�p������ġ�
2��ģ���`�ģ���ڛ_���^���ж����ɱ���Ҫ�a��ĥ�p�����ɴ�����_�װ�ߴ���Π�ظ�׃��ģ�ߵ������`���ֱ��Ӱ푾W��ļӹ����ȡ�
3����λ�`�� ��λ�`����Ҫ�������ʲ��غ��`��Ͷ�λ�����첻�ʴ_�`��ڔ��ؙC���ό��W���M�мӹ��r����x��_�W�������Ɏ�Ҫ������ӹ��r�Ķ�λ���ʣ�������x�õĶ�λ�����c�OӋ���ʲ��غϣ��͕��a�����ʲ��غ��`���λ�����첻�ʴ_�`��ֻ���ڲ����{�����ӹ��r�ŕ��a������ԇ�з��ӹ��в����a����
4����ˇϵ�y����׃�ήa�����`���ˇϵ�y������_�W�IJ��|���������ڙC����ģ�ߡ��A�߁��f���^�ͣ����������������£��_�װ����ڄ��Ȳ���������׃�Ό��Cе�ӹ��`���Ӱ푾ͱ��^��
5����ˇϵ�y�ܟ�׃��������`���ˇϵ�y��׃�Ό��ӹ��`���Ӱ푱��^���e���ھ��ܼӹ��ʹ���_�Y�W�ӹ��У��ɟ�׃��������ļӹ��`���Еr��ռ�������`���50%��
6���y���`�����ڼӹ��r��ӹ����M�Мy���r�����ڜy�����������߾����Լ������������^���ض�ֱ��Ӱ표y�����ȡ�
7���ȑ����]���������ö������ڛ_�Y�W�Ȳ��đ������Q��ȑ�����������һ���a���ȑ���֮�͕�ʹ�Y�W̎��һ�N����λ�IJ�������B�������ܵ�Ҫ�����λ�ķ�����B�D���������S��׃�ΰl�����Ķ�ʹ�_�W��ʧԭ�еļӹ����ȡ�
��ԃ�Ԓ��15031809664 �Wַ��http://www.youcansiwang.com/faq/381.html