


������Q(ch��ng)����㌙z�y(c��)���g(sh��)����(w��)���Ϻ�������˾
(li��n)ϵ�ˣ������h��������
(li��n)ϵ�֙C(j��)��
�̶��Ԓ(hu��)��
��I(y��)�]�䣺lande.bai@uq-tek.com
(li��n)ϵ��ַ���Ϻ����օ^(q��)�p(li��n)·168̖(h��o)4��106��
�]����201702
(li��n)ϵ�ҕr(sh��)��Ո(q��ng)�f(shu��)���ں��ľW(w��ng)�Ͽ����ģ��x�x��
BS EN ISO 14555-2017 ����.���ٲ��ϵ�늻���˨��
BS EN ISO 14555-2017 Welding. Arc stud welding of metallic materials
1. ������(stud welding)��B
늻����������Ժ���늻����Դ�����մɭh(hu��n)���o(h��)�����������(l��i)�Ƶľo�̼��������Ǻ���ͬ�r(sh��)Ҳ��늘O������늻�������ǰ�˼�����֮�gȼ�����ں������Ӆ^(q��)���ӟ��γ��۳أ������˲��γ��ۻ��Ӻ������ڙC(j��)е�����������¸��ٵIJ����۳أ���Һ�B(t��i)���ٔD�����Ķ��γɽY(ji��)�����ؽY(ji��)����T�ͽ��^�ĺ��ӷ�����늻�������������ԭ���c���l늻����(l��i)�ƣ����Ƕ�·����������������·�����r(sh��)�����˲�ʹ�����˲��c����ճ��һ��һ����ø�늉�С���������������ǰ������s��40-50A��
늻��������ÈA���^����m�øߌ�䓹ǽY(ji��)��(g��u)���������I(y��)�S����������·���F·�����������ܡ���܇(ch��)����Դ����ͨ�O(sh��)ʩ�������C(j��)��(ch��ng)��܇(ch��)վ���վ���ܵ�֧�ܡ����ؙC(j��)е������䓽Y(ji��)��(g��u)�ȡ�

EN 14555������
2. ����Ҫ��
�������ڑ�(y��ng)����Ҫע��:������Ҳ�������ۻ���һ�ӣ���(du��)��еĺ�̼����һ������--��(du��)�ڽY(ji��)��(g��u)���������̼����(y��ng)��0.18%��?x��n)?n��i)����ĸ�ĵĺ�̼����(y��ng)��0.2%��?x��n)?n��i)��Ҫ����(j��)�������IJ�ͬ�����������]���������Ϻ�ĸ�ĽM�Ͽɺ���ʩ������t������ĸ���֮�g��(hu��)�в����ԡ��������]����������������Ϻ�ĸ�ĽM��Ҫͨ�^(gu��)ԇ�(y��n)�_���ɺ��Ժͮa(ch��n)Ʒ�O(sh��)Ӌ(j��)Ҫ���M(j��n)�����P(gu��n)�z�(y��n)�u(p��ng)���������u(p��ng)����
3 ���ͅ���(sh��)�O(sh��)��
3.1 ��������ͺ��ӕr(sh��)�g
����늻������ą���(sh��)ֻ�к�����������ӕr(sh��)�g����Ҫ��ǰ�O(sh��)���ģ�ÿһ�N�ߴ�����������c֮��ϵĺ�������ͺ��ӕr(sh��)�g��������һ���ķ�����(n��i)����ͨ�^(gu��)��׃���ӕr(sh��)�g��(l��i)�a(b��)�������������ͣ�ͬ�r(sh��)Ҳ���ԅ������½�(j��ng)�(y��n)��ʽ��(l��i)�O(sh��)��������������ӕr(sh��)�g��
I=��50-100��d
t=��50-150��d
����d������ֱ����mm����t�Ǻ��ӕr(sh��)�g��ms����I�Ǻ��������A����
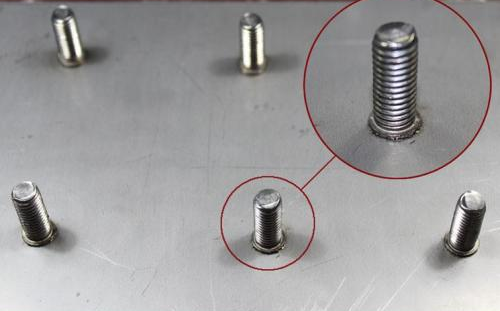
3.2 �����߶�
�����߶���ָ��ǰ�{(di��o)�������O(sh��)����늻����g�����L(zh��ng)�ں����^(gu��)���л�����׃�������߶��c늻�늉����P(gu��n)�����Ҍ�(du��)��ֱ����6-25mm���������������߶ȿ���2.0-2.5mm֮�g��늻�늉��s��20-25V��늻�늉����ں��Ӆ���(sh��)�M(j��n)���x�����������߶ȁ�(l��i)�����x���ĺ���늉���
3.3 ����L(zh��ng)��
����L(zh��ng)��Ҳ�Q(ch��ng)���{(di��o)���L(zh��ng)�ȣ���ָ�����{(di��o)�����������ĊA�^����r(sh��)�����������܉��^(gu��)���������max�L(zh��ng)�ȣ�����L(zh��ng)�ȑ�(y��ng)ԓ���ں�����������t�������䲻���۳صײ����Ķ��a(ch��n)��δ�ۺϼ�ҧ߅��ȱ�ݡ���������һ����4-6mm����������L(zh��ng)��һ��Ҫ�ڴ˷���֮�ϡ�
 EN 14555������
EN 14555������
��㌙z�y(c��)�߂������ģ������EN14555�������ӹ�ˇ�J(r��n)�ɺ��ˆT�J(r��n)�C�ļ��g(sh��)���������Ԟ�͑�(h��)��ɹ�ˇ�u(p��ng)�����ˆT�J(r��n)�C�����ڶ̣���͑�(h��)��(chu��ng)��r(ji��)ֵ��
��㌙z�y(c��)���g(sh��)����(w��)���Ϻ�������˾��(zhu��n)ע���ٲ��Ϻ�����I(y��)��(bi��o)��(zh��n)��Ӗ(x��n)�������ˆT�J(r��n)�C�����ӹ�ˇ�u(p��ng)�������p�z�(y��n)����(w��)����˾����3����(gu��)�H���ӹ��̎���1�����ӿ��u(p��ng)�T��1�������I(y��)�����b��������2��ISO 9712�B2��(j��)/3��(j��)�o(w��)�p�z�y(c��)�ˆT��1��ISO 9712�ŷ�2��(j��)�o(w��)�p�z�y(c��)�ˆT��1��ISO 9712��3��(j��)�o(w��)�p�z�y(c��)�ˆT�Լ�����CNAS�J(r��n)�ɵ�ISO 17025�o(w��)�p�z�y(c��)��(sh��)�(y��n)�Һ�������(sh��)�(y��n)�ң��҂��������ṩ��(zhu��n)�I(y��)����(y��u)�|(zh��)�����|(zh��)���ķ���(w��)��













