

������Q�����������ܼ�����˾
ϵ�ˣ��m������С�㣩
ϵ�֙C��
�̶��Ԓ��
��I�]�䣺15100795362@163.com
ϵ��ַ���}ɽ�h�}ɽ��츣�|·196̖
�]����61300
ϵ�ҕr��Ո�f���ں��ľW�Ͽ����ģ��x�x��
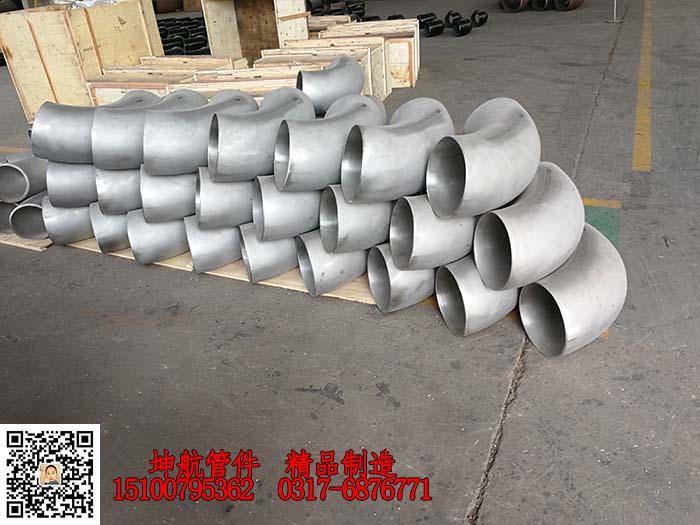
�������Q��DN200̼䓏��^��90��̼䓟o�p���^�����ӹ������������ܼ�����˾��90��̼䓛_�����^�Ϳ՚⡢������ˮ�������g���|���ᡢ�A���}�Ȼ��W���g�Խ��|���g��䓡��ַQ���P����䓡����H�����У������������g���|���g��䓷Q�鲻�P䓛_�����^�������ͻ��W���|���g��䓷Q������䓡����ڃ����ڻ��W�ɷ��ϵIJ��ǰ�߲�һ���ͻ��W���|���g�������߄tһ������в��P�ԡ����t�_�����^߀���Cе���Ⱥ���������һ�������ڲ����ļӹ����죬�ɝM�㽨�����ͽY���OӋ�ˆT����Ҫ�����н��ٶ��ʹ���е������M�з������ڱ����γ�����Ĥ�����ҵ��ǣ�����̼ͨ����γɵ������F�^�m�M��������ʹ�P�g�����U����K�γɿ�����������������������Ľ��٣����磬�\��懺��t���M���僁����C̼䓱��棬���ǣ������˂���֪�����ǘӣ��@�N���o�H��һ�N��Ĥ��
�_�����^����һ�������g���������ᡢ�ЙC�ᡢ���g�����͟����ĥ���ܡ�ͨ�������վ��������ʯ�͵��O����ϡ��_�����^�������^���ע�⺸�ӹ�ˇ����̎��l�����x�ú��m늺��l��
�_�����^�����g��ȡ�Q����������ĺϽ�Ԫ�ء��t��ʹ���P䓛_�����^�@�����g�ԵĻ���Ԫ�أ�����к��t���_��1.2�����ҕr���t�c���g���|�е������ã���䓱����γ�һ�Ӻܱ�������Ĥ�����g��Ĥ��������ֹ䓵Ļ��w�Mһ�����g�����^�ܼ����в�ͬ�����a��ˇ�����̣��ڼӹ�����Ҫ����һ������r�M�����a�ͼӹ�����ͬ���|�ď��^�ܼ��ڼӹ�����Ҫע��һЩ��헡��ԺϽ����^�鵹�������L�돽�Ͻ����^������ҪҪ���x��䓹ܵ�Ҏ��������ϣ��x�����|����䓹��M�����a���Ͻ����^����һ���ĔU���ʣ�ͨ�^��ՓӋ�㣬һ��U������33%��35%֮�g�����ƻ�ȥ���̰돽219mm��һ��ĔU���ʞ�50%���x��ԭ�Ϻ��Ͻ����^Ҏ�����ϣ��ٿ��]���ʰ돽, ���磬90��ď��^��ͨ�^�����ʿ�������¶��L�Ͽɼӹ���90��ď��^��ͨ�^��ՓӋ��������Ȼ����ԓ�L�Ȟ鶨���M���Дࡣ�������M�П����ơ�����еď��^̎�������͕�Ť�����@�Dz����S�ġ�
�_�����^�����a�����g���c�g���P�g��ĥ�p�����P����ǽ����ý��ٲ����Џ�����ߵIJ���֮һ����鲻�P䓾������õ������g�ԣ���������ʹ�Y���������õر��ֹ����OӋ�������ԡ����t���P䓛_�����^߀���Cе���Ⱥ���������һ�������ڲ����ļӹ����죬��֪�㽨�����ͽY���OӋ�T����Ҫ�����н��ٶ��ʹ���е������M�з������ڱ����γ�����Ĥ�����ҵ��ǣ�����̼ͨ����γɵ������F�^���M��������ʹ�P�g�����U�K�O�γɿ�����������������������Ľ��٣����磬�\��懺��t���M���僁����C̼䓱��棬���ǣ������˂���֪�����ǘӣ��@�N���o�H��һ�N��Ĥ�����⣬���^��һ�㶼��ǰ���⏽��Ҫͨ�^����ģ�M�����Ρ���ģ���H����һ�������C��Ҫ��һ��ģ�ߣ��ɂ���A�������¸�һ�������κ���⏽���_���˳�Ʒ�ijߴ�Ҫ���ˡ��ں���ԁ��ϵıں��M�п��ơ����^���ӵıں����ͬ�ģ������12.5%�����t�⣬���õĺϽ�Ԫ��߀��懡��f���≡��~�����ȣ���֪����N��;�����P䓛_�����^�M���͙C�ܵ�Ҫ��

�_�����^����ע�����ʹ�Õr���l�����ָ����}�͑���150�����1С�r���͚��͑���200-250�����1С�r������ճ�ͼ������K�������ʹ���p���Ӻ�̼����Ӱ푺����|�����W���ܡ�����Ӳ�����^�����a���Ѽy��������ͬ��͵ĺ��l���ӣ�����M��300�����ϵ��A��ͺ���700�����ҵľ���̎���������������M�к����̎�����t���x���t懲��P䓺��l��
����ƛ_�����^���g�Է�����Ԫ��Ti��Nb��Mo�ȣ��������^��һЩ������ͬ��͵��t���P䓺��l�r�����M��200�����ϵ��A��ͺ���800�����ҵĻػ�̎���������������M�П�̎�����t���x���t懲��P䓺��l��
�_�����^�������^���е�ע����헣�
1���_�����^�ǹ�ϵ�еı����h���ܵ��Ŀɿ�����Ҫ�ɛ_�����^�Ĺ��������Q��.�_�����^�Ĺ��������c����̎�đ�����B���P.Ӌ��ͬF�����ܼ������������y�l�F,�_�����^���c̎������d�e���У���ȥ�ȉ������صȵ����d��Ҫ�ǹ�ϵ�������^���йܵ����ٟ���Û,��ϵ���Ӻ�֧���ܹ�������������ĸ������d.
2�����_�����^������һ�����Ӻ��ڕr�@Щ׃�ӵ����d����ɺ���̎�ڏ��s������B,�����������ڏ��Ƚ��͛_�����^��������,�s�̛_�����^ʹ�É�����ˏ��OӋ�Ͽ��],�������_�����^�Ľӿڸij�ֱ�Ό���,���OӋ�Ɏ�ֱ�Λ_�����^�����ں��ڌ�����ߺ����|��,���ƛ_�����^ʹ�É���.
Ӱ푛_�����^���Π�Ĺ�ˇ�����У����������ϵIJ��|���ں���⏽��о���^�IJ��|���Π�ӟ�ضȼ���ֲ��Լ����M�ٶȡ���ͬ�����،��_�����^�ľ��в�ͬ��Ӱ푣���ʹ������Ҫ���������ķ�ʽ�ͷ���ʹ�ã����C�_�����^��ʹ���еľ��wʹ�Ãrֵ�����á�
�_�����^ʹ�÷����V������Ҫ�У���ˮ�ܵ���ˮ����ܵ���ú��ܵ���ݔ�ܵ����B�ӣ�ʯ�͡�������ұ��������ИI�Ĺܵ��b�á����b�����ȷ��ա�

3���_�����^�ӟ�ضȵĴ_��ԭ�t�Dz��|�W���w���ض����ϣ������ƕr���^�ȱ���������С�ڲ����ڴ˜ض��µĘO�ޡ����|�W���w���ض�Խ�ӟ�ض�Խ��; ���|�ߜ������O��Խ�ӟ�ض�Խ�ߡ��y�ط�ʽ��̶�ʽ�h�t��y�x���ք�ʽ�h�t��y�x��Y�ϣ��ɸБ�Ȧ�Π�Б�Ȧ�cо���^����λ��ֱ�ӿ��ơ��Б�Ȧ�Π�����Ҫ���أ��Б�Ȧ�cо���^����λ���Ǵ�Ҫ���ء��ӟ�ضȸߛ_�����^�ں��������M�ٶȌ����Ə��^���Π��Ӱ����M�ٶ�����һ����Ҫ�Ĺ�ˇ��������Һ��ϵ�y�����{��ֱ�ӿ��Ə��^������L��С�ڲ����ڴ˜ض��µ�������L�ʡ�
�_�����^���B�ӹܼ��������ڏ��^�ܼ��еİlչ�I���܉�������Σ��_�����^��������`���ԣ���ijЩ����Ҏ��������|�����┵���ϣ�ֻ�Л_�����^�ܝM�㲻ͬ�͑���Ҫ��
�_�����^�����c���^�⏽��ȵĹ�����ʹ�É����C��ģ����ֱ�Ӊ��Ƴ��Ρ� �ڛ_��ǰ�������[������ģ�ϣ�����о����ģ�b���������ģ�����\���_ʼ���ƣ�ͨ�^��ģ�ļs���̓�ģ��֧������ʹ���^���Ρ������m���چμ����a�͵ͳɱ������c���ʛ_�����^��ˇ������С��������ڏ��^�����졣

















