
�S�������������a(ch��n)�IJ��ù�����ƴ�ӵ��@�����÷����|")
������Q�����h����������Ʒ����˾
(li��n)ϵ�ˣ�������
(li��n)ϵ�֙C��
�̶��Ԓ��
��I(y��)�]�䣺reeming@163.com
(li��n)ϵ��ַ���ӱ�ʡ��ˮ�о��h�Ř��(zh��n)�����f
�]����53500
(li��n)ϵ�ҕr��Ո�f���ں��ľW(w��ng)�Ͽ����ģ��x�x��
 ���h�Ǽ��۰������a(ch��n)�S�������������a(ch��n)�IJ��ù�����ƴ�ӵ��@�����÷����|
혱���һ�£���(d��ng)�r���ֻ����(y��ng)�@�U���w�����߽��^�������۵ģ����ɴ�¡�C���S���ṩ�����|(zh��)��̽���T�ٰѹ��߽��^�ӟᵽһ���ضȺ�Q���@�U���ݼy�Ĺܶ��ϣ������b���߽��^�@һ�����������Ñ��Լ��M�еġ��ڴ����g�����߀���a(ch��n)������ˮ�Ŀ�̽��31/2in�@�U�������@��ջ��A(ch��)��41/2in�@�U��
���h�Ǽ��۰������a(ch��n)�S�������������a(ch��n)�IJ��ù�����ƴ�ӵ��@�����÷����|
혱���һ�£���(d��ng)�r���ֻ����(y��ng)�@�U���w�����߽��^�������۵ģ����ɴ�¡�C���S���ṩ�����|(zh��)��̽���T�ٰѹ��߽��^�ӟᵽһ���ضȺ�Q���@�U���ݼy�Ĺܶ��ϣ������b���߽��^�@һ�����������Ñ��Լ��M�еġ��ڴ����g�����߀���a(ch��n)������ˮ�Ŀ�̽��31/2in�@�U�������@��ջ��A(ch��)��41/2in�@�U��


 ���h�Ǽ��۰������a(ch��n)�S�������������a(ch��n)�IJ��ù�����ƴ�ӵ��@�����÷����|
��S�K�R���w�ȣ���12Cr2MoWVTiB��12Cr3MoVSiTiB䓹ܑ�(y��ng)��ػ�ؐ���w���ô��������F���w��10Cr9Mo1VNb䓹ܑ�(y��ng)�������w�������w�ӻػ�ؐ���w��Ó̼�ӣ��⏽��76mm����Σ�܈����Ʒ�ܣ���(y��ng)�z�ȫÓ̼�ӣ�����Ȟ飺�����ȫÓ̼����Ȳ�����0.3mm;��(n��i)����ȫÓ̼����Ȳ�����0.4mm;����֮�ϲ�����0.6mm.���o�p�z䓹ܑ�(y��ng)�����GB5777Ҏ(gu��)���M�г����z��Σ�܈���ܰ�C5����(zh��)��
���h�Ǽ��۰������a(ch��n)�S�������������a(ch��n)�IJ��ù�����ƴ�ӵ��@�����÷����|
��S�K�R���w�ȣ���12Cr2MoWVTiB��12Cr3MoVSiTiB䓹ܑ�(y��ng)��ػ�ؐ���w���ô��������F���w��10Cr9Mo1VNb䓹ܑ�(y��ng)�������w�������w�ӻػ�ؐ���w��Ó̼�ӣ��⏽��76mm����Σ�܈����Ʒ�ܣ���(y��ng)�z�ȫÓ̼�ӣ�����Ȟ飺�����ȫÓ̼����Ȳ�����0.3mm;��(n��i)����ȫÓ̼����Ȳ�����0.4mm;����֮�ϲ�����0.6mm.���o�p�z䓹ܑ�(y��ng)�����GB5777Ҏ(gu��)���M�г����z��Σ�܈���ܰ�C5����(zh��)��

 ���h�Ǽ��۰������a(ch��n)�S�������������a(ch��n)�IJ��ù�����ƴ�ӵ��@�����÷����|��䓹܃�(n��i)�����������ۡ������FƤ�ȣ�����ǡ��̎�ڃ�(n��i)����|�K�|����λ�����������|���������|�K��䓹�֮�g�a(ch��n)�����ҵ�늻����ɴˮa(ch��n)���ĸߜأ������Ɖ�䓹�ԓ�^(q��)��Ľ���M�����Ķ���(d��o)�����W(xu��)���ܵĐ��������;��ܮa(ch��n)Ʒ�˲���ͨ����̽���ϸ��Ҫ�ӹ��ݼy��������ʹ�Õr�������P(gu��n)�I��λ����ˣ��ŷ�̽���r����(y��ng)�M���ܱ���a(ch��n)��늻���CGM��˾�F(xi��n)�ڲ����R�Ͻ��|�^��������������c�����c����(d��ng)�l(f��)�����|�����r���R�Ͻ���|�K��a(ch��n)���ĸߜ����۶����_�·���_�����o䓹��|(zh��)�������á�
���h�Ǽ��۰������a(ch��n)�S�������������a(ch��n)�IJ��ù�����ƴ�ӵ��@�����÷����|��䓹܃�(n��i)�����������ۡ������FƤ�ȣ�����ǡ��̎�ڃ�(n��i)����|�K�|����λ�����������|���������|�K��䓹�֮�g�a(ch��n)�����ҵ�늻����ɴˮa(ch��n)���ĸߜأ������Ɖ�䓹�ԓ�^(q��)��Ľ���M�����Ķ���(d��o)�����W(xu��)���ܵĐ��������;��ܮa(ch��n)Ʒ�˲���ͨ����̽���ϸ��Ҫ�ӹ��ݼy��������ʹ�Õr�������P(gu��n)�I��λ����ˣ��ŷ�̽���r����(y��ng)�M���ܱ���a(ch��n)��늻���CGM��˾�F(xi��n)�ڲ����R�Ͻ��|�^��������������c�����c����(d��ng)�l(f��)�����|�����r���R�Ͻ���|�K��a(ch��n)���ĸߜ����۶����_�·���_�����o䓹��|(zh��)�������á�

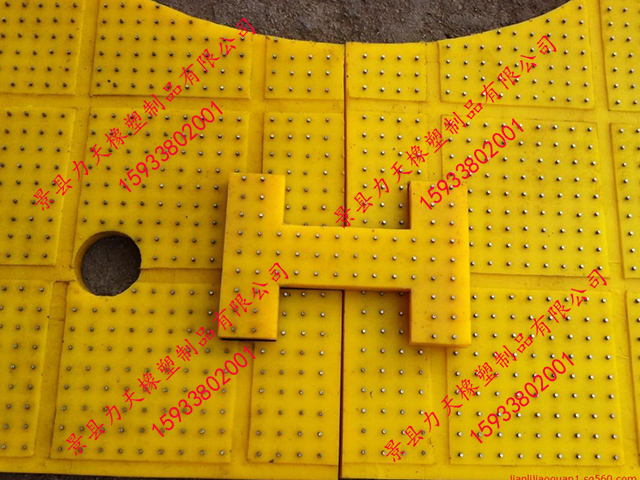
�a(ch��n)Ʒ����Ҫ��;���@�C�D(zhu��n)�Pƽ�_�÷����|һ�N��������V�I(y��)����ʩ�����@�C�D(zhu��n)�P��ƽ�_�õ��ɾ۰��������Ƴɵķ����|���@�N���ͷ����|�^�F(xi��n)�е��@�C�D(zhu��n)�P������û��y䓰塢ľ��y�z�������^���@���ķ������o����
�����@�Cƽ�_���÷����弼�g(sh��)����(sh��)
1���������� �� 19.6MPa
2���������L�� ��350��
3��300�������L�� �� 7.8 MPa
4��˺�я��ȣ� 68KN��M
5�����|(zh��)���۰������ᔣ��Sɫ)
 ���h�Ǽ��۰������a(ch��n)�S�������������a(ch��n)�IJ��ù�����ƴ�ӵ��@�����÷����|
Ó�ܺ��о��ֱ�ӳ��܈�Cǰ�_��䓹������ھ�����̎��r�t��(j��ng)�p���?zh��n)����g�䴲���B܈��ĻĹ���s��һ���ضȣ���͞�550�棩��Ȼ���M�벽�Mʽ�ټӟ�t�ӟ�[��(y��ng)��(d��ng)ָ�����繫˾�O(sh��)Ӌ�p��朵���g��̫������Сֱ�������禵180mm�Ĺ���s�^���й��^�����������M�����ټӟ�t������ֱ�����Ӿ͛]�І��}]�����t����һ�ν�(j��ng)�߉�ˮ���[���M��ʮ�ęC�ܲ��ق������������C���p������ܶ��������������䓹ܽ�(j��ng)�^���Mʽ�䴲��s�����䴲ĩ��߀�O(sh��)����sˮ�䣬��δ�䵽180��ĺ��䓹���ˮ�����^�m(x��)�M��ˮ�䡣
���h�Ǽ��۰������a(ch��n)�S�������������a(ch��n)�IJ��ù�����ƴ�ӵ��@�����÷����|
Ó�ܺ��о��ֱ�ӳ��܈�Cǰ�_��䓹������ھ�����̎��r�t��(j��ng)�p���?zh��n)����g�䴲���B܈��ĻĹ���s��һ���ضȣ���͞�550�棩��Ȼ���M�벽�Mʽ�ټӟ�t�ӟ�[��(y��ng)��(d��ng)ָ�����繫˾�O(sh��)Ӌ�p��朵���g��̫������Сֱ�������禵180mm�Ĺ���s�^���й��^�����������M�����ټӟ�t������ֱ�����Ӿ͛]�І��}]�����t����һ�ν�(j��ng)�߉�ˮ���[���M��ʮ�ęC�ܲ��ق������������C���p������ܶ��������������䓹ܽ�(j��ng)�^���Mʽ�䴲��s�����䴲ĩ��߀�O(sh��)����sˮ�䣬��δ�䵽180��ĺ��䓹���ˮ�����^�m(x��)�M��ˮ�䡣
 ���h�Ǽ��۰������a(ch��n)�S�������������a(ch��n)�IJ��ù�����ƴ�ӵ��@�����÷����|
̎���ƶȱ�4��2��5��2��4䓹ܱ���䓹܃�(n��i)����治���S���Ѽy���ۯB��܈�ۡ��x�ӺͽY(ji��)�̡��@Щȱ�ݱ����ȫ����������Ȳ��ó��^���Q�ں��ؓƫ������̎�Č��H�ں�С�ڱں�ƫ�����S����Сֵ����(n��i)������ֱ�����S��ȣ���Σ�܈���ܣ��ܱں��4������Ȟ�0.2mm����܈���D���ܣ��ܱں��5������Ȟ�0.4mm����U�ܣ���Ȟ�0.4mm�������^�ں�ؓƫ��������ֲ�ȱ
���h�Ǽ��۰������a(ch��n)�S�������������a(ch��n)�IJ��ù�����ƴ�ӵ��@�����÷����|
̎���ƶȱ�4��2��5��2��4䓹ܱ���䓹܃�(n��i)����治���S���Ѽy���ۯB��܈�ۡ��x�ӺͽY(ji��)�̡��@Щȱ�ݱ����ȫ����������Ȳ��ó��^���Q�ں��ؓƫ������̎�Č��H�ں�С�ڱں�ƫ�����S����Сֵ����(n��i)������ֱ�����S��ȣ���Σ�܈���ܣ��ܱں��4������Ȟ�0.2mm����܈���D���ܣ��ܱں��5������Ȟ�0.4mm����U�ܣ���Ȟ�0.4mm�������^�ں�ؓƫ��������ֲ�ȱ ���h�Ǽ��۰������a(ch��n)�S�������������a(ch��n)�IJ��ù�����ƴ�ӵ��@�����÷����|
ȱ������^(q��)��횽�(j��ng)����ŷۻ���̽���x���_�Jȱ���ѱ��ص���������Ҳ��ÙCеʽǧ
�ֳ��������(y��ng)���ȵij����y��x�y������ʣ��ں����87.5%���Q�ں�ԓ�����Կ��О�ϸ�ܣ���t�О�U�ܡ�Rotomat�O(sh��)��ļ��g(sh��)���ܣ�a�����z���ӵĿəz����?�əz�ܲ��|(zh��)���F���ԟo�p䓹�?�əz���⏽��ƽ�˹ܣ���60.3mm~��153.7mm�Ӻ�ܣ�D����D���Q+8mm?�əz�ܱں�4mm~15mm?�əz���L�ȣ���3m���əz�����Sƽֱ���`�2mm/m��䓹ܿ��L������10mm?�ܶ�ä�^(q��)��ƽ�˹ܡ�100mm���Ӻ�ܞ��^�ɶκ�50mm��b��̽�^����Ч�������Ƚ^��������ʽ����Ч�������Ȟ�200mm��ӹ�����ʽ����Ч�������Ȟ�150mm��c��̽���������˹�ȱ����ȱ�ʾ��t��ʾ���z�ܵĹ��Q�ں�
���h�Ǽ��۰������a(ch��n)�S�������������a(ch��n)�IJ��ù�����ƴ�ӵ��@�����÷����|
ȱ������^(q��)��횽�(j��ng)����ŷۻ���̽���x���_�Jȱ���ѱ��ص���������Ҳ��ÙCеʽǧ
�ֳ��������(y��ng)���ȵij����y��x�y������ʣ��ں����87.5%���Q�ں�ԓ�����Կ��О�ϸ�ܣ���t�О�U�ܡ�Rotomat�O(sh��)��ļ��g(sh��)���ܣ�a�����z���ӵĿəz����?�əz�ܲ��|(zh��)���F���ԟo�p䓹�?�əz���⏽��ƽ�˹ܣ���60.3mm~��153.7mm�Ӻ�ܣ�D����D���Q+8mm?�əz�ܱں�4mm~15mm?�əz���L�ȣ���3m���əz�����Sƽֱ���`�2mm/m��䓹ܿ��L������10mm?�ܶ�ä�^(q��)��ƽ�˹ܡ�100mm���Ӻ�ܞ��^�ɶκ�50mm��b��̽�^����Ч�������Ƚ^��������ʽ����Ч�������Ȟ�200mm��ӹ�����ʽ����Ч�������Ȟ�150mm��c��̽���������˹�ȱ����ȱ�ʾ��t��ʾ���z�ܵĹ��Q�ں�

 ���h�Ǽ��۰������a(ch��n)�S�������������a(ch��n)�IJ��ù�����ƴ�ӵ��@�����÷����|
����(d��o)�¾����Ѽy�a(ch��n)����ʹ䓹ܰl(f��)�����࣬ʮ���к���GB5310-1995��(bi��o)��(zh��n)���mδ��Ҏ(gu��)��������(n��i)��Щ�S�鱣�C�߉�偠t�ܵ��|(zh��)������Pb��Sn��Sb��AsҎ(gu��)�����£�As��0.003%��Sn��0.001%��Pb��0.001%��Sb��0.007%��C�������䡢�����w�����Ĝp����еĵ��c�F�������ɴ��Ӳ��ᘠ�Fe4N,��(d��o)���g�ԡ����Խ��ͣ��a(ch��n)����ࡢ�ػ���ԡ��rЧ���ԡ���GB5310-1995��(bi��o)��(zh��n)���eҎ(gu��)���������D(zhu��n)�t�Ӡt�⾫����䓵�
���h�Ǽ��۰������a(ch��n)�S�������������a(ch��n)�IJ��ù�����ƴ�ӵ��@�����÷����|
����(d��o)�¾����Ѽy�a(ch��n)����ʹ䓹ܰl(f��)�����࣬ʮ���к���GB5310-1995��(bi��o)��(zh��n)���mδ��Ҏ(gu��)��������(n��i)��Щ�S�鱣�C�߉�偠t�ܵ��|(zh��)������Pb��Sn��Sb��AsҎ(gu��)�����£�As��0.003%��Sn��0.001%��Pb��0.001%��Sb��0.007%��C�������䡢�����w�����Ĝp����еĵ��c�F�������ɴ��Ӳ��ᘠ�Fe4N,��(d��o)���g�ԡ����Խ��ͣ��a(ch��n)����ࡢ�ػ���ԡ��rЧ���ԡ���GB5310-1995��(bi��o)��(zh��n)���eҎ(gu��)���������D(zhu��n)�t�Ӡt�⾫����䓵�

 ���h�Ǽ��۰������a(ch��n)�S�������������a(ch��n)�IJ��ù�����ƴ�ӵ��@�����÷����|
֮���ٽ�(j��ng)Ϳ�͙C��䓹������Ϳ�Ԟr���������Ϳ�ӛ��ɺ��˹�����(bi��o)��졣����(d��ng)�r�O(sh��)Ӌÿ��䓹�Ҳ��Ҫ�Ϊ��Q�أ�����������ӡ��䓹��ϣ������ڙCе���ӽ�(j��ng)���й��ϣ����Ҿ��Ȳ��ߣ�����(d��ng)�r�����Ñ�Ҳ�����{(di��o)Ҫ����أ�������Ժ�����a(ch��n)�У����@������ʡ���ˡ��c���w�ӹ������ǽӹ��ӹ���ͬ�ӽӹ��ӹ��Ļ��������������SҲ����ͬС�����ϏS����䓞������乤ˇ�������£��ӹ���-----�Д�-----���M-----���M-----܇�z-----�z��-----��\-----�b�𡣽��^������܇��������9162���йܙC�������_��������M���йܙC�г�һС�Ρ�һС�εĽӹ������ӹ����b�����\��1A290�����S��ʽ�M���M�д��M���M���ף������͵�9B182���Pʽ���൶�����M���^���M���Ͼ��M���M�F�ף���
���h�Ǽ��۰������a(ch��n)�S�������������a(ch��n)�IJ��ù�����ƴ�ӵ��@�����÷����|
֮���ٽ�(j��ng)Ϳ�͙C��䓹������Ϳ�Ԟr���������Ϳ�ӛ��ɺ��˹�����(bi��o)��졣����(d��ng)�r�O(sh��)Ӌÿ��䓹�Ҳ��Ҫ�Ϊ��Q�أ�����������ӡ��䓹��ϣ������ڙCе���ӽ�(j��ng)���й��ϣ����Ҿ��Ȳ��ߣ�����(d��ng)�r�����Ñ�Ҳ�����{(di��o)Ҫ����أ�������Ժ�����a(ch��n)�У����@������ʡ���ˡ��c���w�ӹ������ǽӹ��ӹ���ͬ�ӽӹ��ӹ��Ļ��������������SҲ����ͬС�����ϏS����䓞������乤ˇ�������£��ӹ���-----�Д�-----���M-----���M-----܇�z-----�z��-----��\-----�b�𡣽��^������܇��������9162���йܙC�������_��������M���йܙC�г�һС�Ρ�һС�εĽӹ������ӹ����b�����\��1A290�����S��ʽ�M���M�д��M���M���ף������͵�9B182���Pʽ���൶�����M���^���M���Ͼ��M���M�F�ף���

 ���h�Ǽ��۰������a(ch��n)�S�������������a(ch��n)�IJ��ù�����ƴ�ӵ��@�����÷����|
��(d��ng)�r�������Ϳ��Ҳ����˸��ӵļ��g(sh��)Ҫ��Ϳ�Ӽ�Ҫ��������Ҫ��ʹ�Õr����ȥ�����������ܣ��ڬF(xi��n)���¾����Ҫע��ˮ��̾������Ϳ�ӼȲ���ȥ�����ֲ��ܺ�ˮ��ܺýY(ji��)
�ϣ��̾���͕��l(f��)�����}������Ñ�߀�J�����Ϳ�����cˮ���кõĽY(ji��)�������@�ӾͲ���ȥ��Ϳ��ֱ���¾�����������ϏS�Ⱥ�Ϳ���M���˺ܶ��x����о���������䓺������HA����������Ϳ�����o늇�Ϳ�ڹ�����ȡ���^�õ�Ч����
���h�Ǽ��۰������a(ch��n)�S�������������a(ch��n)�IJ��ù�����ƴ�ӵ��@�����÷����|
��(d��ng)�r�������Ϳ��Ҳ����˸��ӵļ��g(sh��)Ҫ��Ϳ�Ӽ�Ҫ��������Ҫ��ʹ�Õr����ȥ�����������ܣ��ڬF(xi��n)���¾����Ҫע��ˮ��̾������Ϳ�ӼȲ���ȥ�����ֲ��ܺ�ˮ��ܺýY(ji��)
�ϣ��̾���͕��l(f��)�����}������Ñ�߀�J�����Ϳ�����cˮ���кõĽY(ji��)�������@�ӾͲ���ȥ��Ϳ��ֱ���¾�����������ϏS�Ⱥ�Ϳ���M���˺ܶ��x����о���������䓺������HA����������Ϳ�����o늇�Ϳ�ڹ�����ȡ���^�õ�Ч����

�l(f��)
















