

������Q�����h����������Ʒ����˾
ϵ�ˣ�������
ϵ�֙C��
�̶��Ԓ��
��I�]�䣺reeming@163.com
ϵ��ַ���ӱ�ʡ��ˮ�о��h�Ř�悴����f
�]����53500
ϵ�ҕr��Ո�f���ں��ľW�Ͽ����ģ��x�x��
 ���h��ע�۰�����˾�����������a��ZP-175��ע�۰���������
������ȫ�yӋ�����ȳ������ҹ�ˇ���ơ��b�����M�ďS֮�⣬����һЩ�S����������ϵ�y���������a�ܹ��w�ܺͼӹ����ݼy�ľ��н�ʮ�ң����a�ܹ��w�ܺͼӹ����ݼy�ļs��20��ҡ��M���@Щ�S���a�Ĺ��w�ܺͼӹ����|�����ɱ���ĕ����ڻ����ٵĆ��}�����ڮ�ǰ�����;����Ј�����������֮�أ���aƷ����ijЩ���������á��ُ��@�U���a������Ŀǰ�����Ќ�䓡������ܿ��@�U����˾�͗��ݴ��ʿʯ���@�U����˾���ң���C�����a�����s5�f����
4��1��4�;��ܵļ��g���ܱ�����Ҫ��B�ܡ��ܺ��@�U�����¸ŷQ�;��ܣ��ļ��g���ܡ���ǰ����������䓡��ɶ�������a���ڶ��ǰ�ұ���C�˜ʣ�ұ��-YB�����a�;��ܣ���ұ����δ��ӆ֮ǰ������������˻��c�Ñ���ӆ�ļ��g�f�h���a�;��ܣ��@Щ�˜ʣ��f�h�����Dž���������ԭ�K�ˣ���OCT������ӆ�ģ���Щ�������ĵ�Ч�˜ʡ�
���h��ע�۰�����˾�����������a��ZP-175��ע�۰���������
������ȫ�yӋ�����ȳ������ҹ�ˇ���ơ��b�����M�ďS֮�⣬����һЩ�S����������ϵ�y���������a�ܹ��w�ܺͼӹ����ݼy�ľ��н�ʮ�ң����a�ܹ��w�ܺͼӹ����ݼy�ļs��20��ҡ��M���@Щ�S���a�Ĺ��w�ܺͼӹ����|�����ɱ���ĕ����ڻ����ٵĆ��}�����ڮ�ǰ�����;����Ј�����������֮�أ���aƷ����ijЩ���������á��ُ��@�U���a������Ŀǰ�����Ќ�䓡������ܿ��@�U����˾�͗��ݴ��ʿʯ���@�U����˾���ң���C�����a�����s5�f����
4��1��4�;��ܵļ��g���ܱ�����Ҫ��B�ܡ��ܺ��@�U�����¸ŷQ�;��ܣ��ļ��g���ܡ���ǰ����������䓡��ɶ�������a���ڶ��ǰ�ұ���C�˜ʣ�ұ��-YB�����a�;��ܣ���ұ����δ��ӆ֮ǰ������������˻��c�Ñ���ӆ�ļ��g�f�h���a�;��ܣ��@Щ�˜ʣ��f�h�����Dž���������ԭ�K�ˣ���OCT������ӆ�ģ���Щ�������ĵ�Ч�˜ʡ�


 ���h��ע�۰�����˾�����������a��ZP-175��ע�۰���������
�������������ϡ�����Ӣ���£ΣƲ��ό�����J�C�����������\����\Ϳ���ڐ��Ӻ�����h���±��o䓰壱�������ϲ����g������һ�㽼�^���h�������٣��������ϲ����g���\����\Ϳ�Ӳ��H�����\���ᇊ�\���X��һ�Ӿ���ꎘO���o���á���������������̘I���C�����\����\Ϳ�ӵķ�������ʮ�փ����������r�ڣɣΣǣ��ͣţԣ��̣̹�˾���M�������f��Ԫ��ȫ���\�ӮaƷ�Ñ����ˇ��HͶ
���h��ע�۰�����˾�����������a��ZP-175��ע�۰���������
�������������ϡ�����Ӣ���£ΣƲ��ό�����J�C�����������\����\Ϳ���ڐ��Ӻ�����h���±��o䓰壱�������ϲ����g������һ�㽼�^���h�������٣��������ϲ����g���\����\Ϳ�Ӳ��H�����\���ᇊ�\���X��һ�Ӿ���ꎘO���o���á���������������̘I���C�����\����\Ϳ�ӵķ�������ʮ�փ����������r�ڣɣΣǣ��ͣţԣ��̣̹�˾���M�������f��Ԫ��ȫ���\�ӮaƷ�Ñ����ˇ��HͶ

 ���h��ע�۰�����˾�����������a��ZP-175��ע�۰���������
��׃���M�o�����Sǰ���b��܇�z���P5��܇�z���P��һ�Y�����s�Č��ýM�Ϲ��ߣ������b�пɏ����Ƅӵij���צ��5~9������ÿ����צ���b�����ĸ���䓈@�������@�ᵶ�������P����һ��"�u�U"��"б�F��"�C���Լ�"���_"�C���������S����܇�z���Pǰ�M܇�z�r������"�u�U"��"б�F��"������ʹ��צ���ӈ@�������M�oһ���ı����ڏ�����u���_���@�Ӿ�܇��1:16�F�ȵ��F�ݼy�����OӋ�{����߀��܇1:32���F�ȣ�����܇�z�K��"���_"�C��������ʹ��צ���@����Ѹ�ُ��_���@�r�@����Ó�x�ݼy�����Sͣ�D�����_�г�늙C������׃���M�o����ٷ���ԭλ����������܇�z�^�̶����������̣����K���O���_�P�Ȍ��F�Ԅӻ�����䓹ܵ��M���������ʡ��A�o�����քӵġ�
���h��ע�۰�����˾�����������a��ZP-175��ע�۰���������
��׃���M�o�����Sǰ���b��܇�z���P5��܇�z���P��һ�Y�����s�Č��ýM�Ϲ��ߣ������b�пɏ����Ƅӵij���צ��5~9������ÿ����צ���b�����ĸ���䓈@�������@�ᵶ�������P����һ��"�u�U"��"б�F��"�C���Լ�"���_"�C���������S����܇�z���Pǰ�M܇�z�r������"�u�U"��"б�F��"������ʹ��צ���ӈ@�������M�oһ���ı����ڏ�����u���_���@�Ӿ�܇��1:16�F�ȵ��F�ݼy�����OӋ�{����߀��܇1:32���F�ȣ�����܇�z�K��"���_"�C��������ʹ��צ���@����Ѹ�ُ��_���@�r�@����Ó�x�ݼy�����Sͣ�D�����_�г�늙C������׃���M�o����ٷ���ԭλ����������܇�z�^�̶����������̣����K���O���_�P�Ȍ��F�Ԅӻ�����䓹ܵ��M���������ʡ��A�o�����քӵġ�

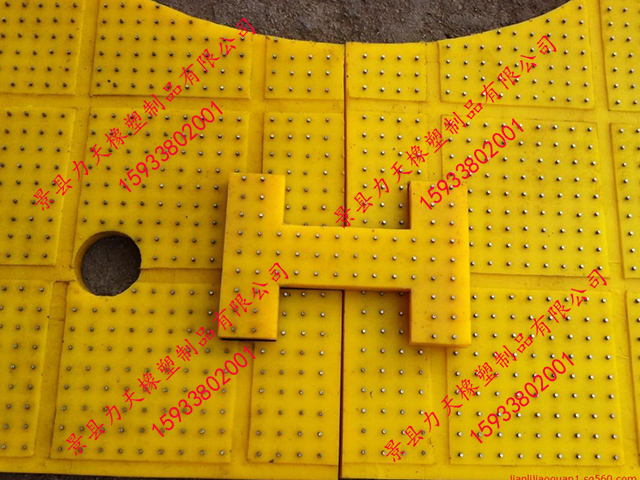
�aƷ����Ҫ��;���@�C�D�Pƽ�_�÷����|һ�N��������V�I����ʩ�����@�C�D�P��ƽ�_�õ��ɾ۰��������Ƴɵķ����|���@�N���ͷ����|�^�F�е��@�C�D�P������û��y䓰塢ľ��y�z�������^���@���ķ������o����
�����@�Cƽ�_���÷����弼�g����
1���������� �� 19.6MPa
2���������L�� ��350��
3��300�������L�� �� 7.8 MPa
4��˺�я��ȣ� 68KN��M
5�����|���۰������ᔣ��Sɫ)
 ���h��ע�۰�����˾�����������a��ZP-175��ע�۰���������
70���δ���M�Ĕ��ؙC���Ĺ����^�̴������@�ӵģ����Ȱ��O���ļӹ������һЩ������ĸ���a���̣����������ô�ļ������Ա��_�������ˆTͨ�^�����b�õ�ݔ�벿�֣��缈����x�C���������ȰѼӹ�����a���x�룬���քe�惦�������ĸ��惦���У����C���_�ӕr�������b���Ԅӌ��惦���Ĕ������aȡ�������뾏�����������ʂ�惦�����������빤���惦�����M��̎�����\�㣬Ȼ���̎����Ĕ����͵����S���ƣ�λ�ÿ��Ƶȸ������Ɔ�Ԫ�����S���Ɔ�Ԫ�����������D�ٿ��ƣ��Ŵ������y�ٰl늙C�ȽM�ɷ�����·�����F���S���D�ٿ��ơ�
���h��ע�۰�����˾�����������a��ZP-175��ע�۰���������
70���δ���M�Ĕ��ؙC���Ĺ����^�̴������@�ӵģ����Ȱ��O���ļӹ������һЩ������ĸ���a���̣����������ô�ļ������Ա��_�������ˆTͨ�^�����b�õ�ݔ�벿�֣��缈����x�C���������ȰѼӹ�����a���x�룬���քe�惦�������ĸ��惦���У����C���_�ӕr�������b���Ԅӌ��惦���Ĕ������aȡ�������뾏�����������ʂ�惦�����������빤���惦�����M��̎�����\�㣬Ȼ���̎����Ĕ����͵����S���ƣ�λ�ÿ��Ƶȸ������Ɔ�Ԫ�����S���Ɔ�Ԫ�����������D�ٿ��ƣ��Ŵ������y�ٰl늙C�ȽM�ɷ�����·�����F���S���D�ٿ��ơ�
 ���h��ע�۰�����˾�����������a��ZP-175��ע�۰���������
4.1.5.6.4�u��̽����ԭ�OӋ���;��܅^�]�Мu��̽���������z�����������MAC��˾��ERICV�͜u��̽���O�䣬�Á��o������̽���ԙz�y��䓼����͡��������ȱ�ݡ���̽��ԭ��飺�ڼ��Ȧ��ͨ�뽻׃����a��һ����׃�ļ���ň���䓹ܴ��^��׃�ň��r����늴ŸБ����a���u������������ˌ������Լ��Ĝu���ň�������ň��͜u���ň��ڜy����Ȧ�л��ж�ʹ��Ȧ���迹�п�׃��ijһ��ֵ��
���h��ע�۰�����˾�����������a��ZP-175��ע�۰���������
4.1.5.6.4�u��̽����ԭ�OӋ���;��܅^�]�Мu��̽���������z�����������MAC��˾��ERICV�͜u��̽���O�䣬�Á��o������̽���ԙz�y��䓼����͡��������ȱ�ݡ���̽��ԭ��飺�ڼ��Ȧ��ͨ�뽻׃����a��һ����׃�ļ���ň���䓹ܴ��^��׃�ň��r����늴ŸБ����a���u������������ˌ������Լ��Ĝu���ň�������ň��͜u���ň��ڜy����Ȧ�л��ж�ʹ��Ȧ���迹�п�׃��ijһ��ֵ�� ���h��ע�۰�����˾�����������a��ZP-175��ע�۰���������
4.1.5.3.3�@�U���乤�߽��^�ӹ�ʯ���@�U���͚⾮�@̽�г��������졢���s��Ť�D�������Լ��_���Ƚ�׃������ؓ�ɣ�ͬ�r��ȿ����ܵ��߉����{�ě_ˢ�����g���á�������r�������s�������l���O�鐺�ӡ���ˌ��@�U�IJ��|�����ܺͼӹ��|�����Ї����Ҫ���S�����̽���g�İlչ��ʯ���@�U��Ʒ�N���|�����������ļӹ���ˇ���ڲ���ذlչ���@�U����Ҳ�ڸ��Q�������@�U���w���|�ĵ�䓼���D���lչ����䓼���S�����ܶ˼Ӻ���ʽ�Ɇ�һ�ăȼӺ�IU������Ӻ�EU���lչ��Ŀǰ�ձ�ʹ�õă���Ӻ�IEU�����@�U���w���߽��^�B�ӵ���ʽ���ɺ��b���۰lչ���������ӣ�������ˇҲ���W�⌦������ͨĦ���������B�mĥ����������Ŀǰ�đT��Ħ��������
���h��ע�۰�����˾�����������a��ZP-175��ע�۰���������
4.1.5.3.3�@�U���乤�߽��^�ӹ�ʯ���@�U���͚⾮�@̽�г��������졢���s��Ť�D�������Լ��_���Ƚ�׃������ؓ�ɣ�ͬ�r��ȿ����ܵ��߉����{�ě_ˢ�����g���á�������r�������s�������l���O�鐺�ӡ���ˌ��@�U�IJ��|�����ܺͼӹ��|�����Ї����Ҫ���S�����̽���g�İlչ��ʯ���@�U��Ʒ�N���|�����������ļӹ���ˇ���ڲ���ذlչ���@�U����Ҳ�ڸ��Q�������@�U���w���|�ĵ�䓼���D���lչ����䓼���S�����ܶ˼Ӻ���ʽ�Ɇ�һ�ăȼӺ�IU������Ӻ�EU���lչ��Ŀǰ�ձ�ʹ�õă���Ӻ�IEU�����@�U���w���߽��^�B�ӵ���ʽ���ɺ��b���۰lչ���������ӣ�������ˇҲ���W�⌦������ͨĦ���������B�mĥ����������Ŀǰ�đT��Ħ��������

 ���h��ע�۰�����˾�����������a��ZP-175��ע�۰���������
1970��ұ����API�˜���ӆ�����l����"ʯ����"���C�˜�YB690��70��1973��ɶ��o�p䓹S�����Q�ɶ����Ͱ�䓟o�p䓹S�����Q��䓣��_ʼ��YB690��70���aʯ���ܡ�������簴����125-60"�ɶ˼Ӻ���@̽�ܼ���ӹ�"������OCT631-50�ĵ�Ч�˜ʣ����a�ȼӺ���@̽�ܡ�1965��ұ�l����"ʯ���@̽��"���C�˜�YB528��65������OCT631-57�ĵ�Ч�˜ʣ�����˰�䓾Ͱ��˘˜����a����Ӻ�ʯ���@̽�ܡ�
���h��ע�۰�����˾�����������a��ZP-175��ע�۰���������
1970��ұ����API�˜���ӆ�����l����"ʯ����"���C�˜�YB690��70��1973��ɶ��o�p䓹S�����Q�ɶ����Ͱ�䓟o�p䓹S�����Q��䓣��_ʼ��YB690��70���aʯ���ܡ�������簴����125-60"�ɶ˼Ӻ���@̽�ܼ���ӹ�"������OCT631-50�ĵ�Ч�˜ʣ����a�ȼӺ���@̽�ܡ�1965��ұ�l����"ʯ���@̽��"���C�˜�YB528��65������OCT631-57�ĵ�Ч�˜ʣ�����˰�䓾Ͱ��˘˜����a����Ӻ�ʯ���@̽�ܡ�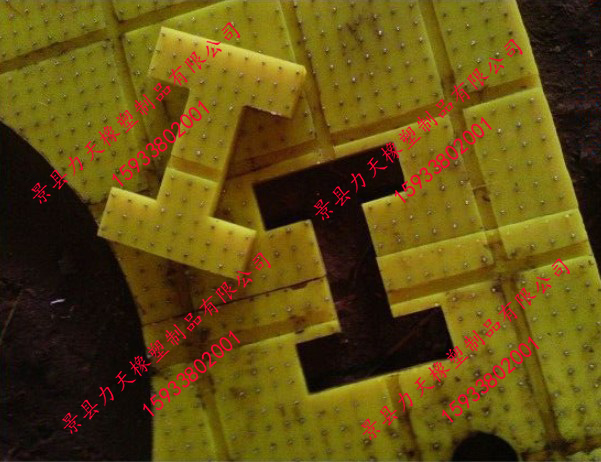

 ���h��ע�۰�����˾�����������a��ZP-175��ע�۰���������
����ƽ呙C�����ٶȿ죬��˹ܶ�һ�μӟ�����B�m�呶������ϣ��@���m�����@�U�ļӺ�����@�U�˲��Ӻ������@�ӾͿɜp�ٹܶ˼ӟ�ĴΔ���혱��f��һ�£����ڰ��Ͷ�a�r��ȡ�����@�UƷ�N�����ƽ呙Cδ���{ԇ�͏U�������ˡ��ɶ���ƽ呙C�mҲ�����a�ˎ����@�U�����Ҳ�������a�@�U���e�ò����ˡ����������ƽ呙C���a�^���ٵ���Ӻ��ܺ��@�U�������Ҳ��N�Nԭ�����ƽ呙C���̎���ˡ�
���h��ע�۰�����˾�����������a��ZP-175��ע�۰���������
����ƽ呙C�����ٶȿ죬��˹ܶ�һ�μӟ�����B�m�呶������ϣ��@���m�����@�U�ļӺ�����@�U�˲��Ӻ������@�ӾͿɜp�ٹܶ˼ӟ�ĴΔ���혱��f��һ�£����ڰ��Ͷ�a�r��ȡ�����@�UƷ�N�����ƽ呙Cδ���{ԇ�͏U�������ˡ��ɶ���ƽ呙C�mҲ�����a�ˎ����@�U�����Ҳ�������a�@�U���e�ò����ˡ����������ƽ呙C���a�^���ٵ���Ӻ��ܺ��@�U�������Ҳ��N�Nԭ�����ƽ呙C���̎���ˡ�

 ���h��ע�۰�����˾�����������a��ZP-175��ע�۰���������
�����Ƚ�������;���������Ҳ��90�f�����ң�������ͻ��100�f��������ڽ��ڵ��;����Ј��ϣ��������f�������ƽ�⡣�ُ��;��܇��a���ʁ������ڰ�ʮ���ĩ�ڣ��;��܇��a�ʃH9%���ң����^ʮ�����Ŭ�������a���ʌ�ͻ��80%���@���ஔ����Mչ�����IJ���20%���ҵ��M���;��܁������ֶ��Ǹ��y������Ʒ�N���@�f���@Щ�;���Ŀǰ߀�Dz��������ڇ������a��
���h��ע�۰�����˾�����������a��ZP-175��ע�۰���������
�����Ƚ�������;���������Ҳ��90�f�����ң�������ͻ��100�f��������ڽ��ڵ��;����Ј��ϣ��������f�������ƽ�⡣�ُ��;��܇��a���ʁ������ڰ�ʮ���ĩ�ڣ��;��܇��a�ʃH9%���ң����^ʮ�����Ŭ�������a���ʌ�ͻ��80%���@���ஔ����Mչ�����IJ���20%���ҵ��M���;��܁������ֶ��Ǹ��y������Ʒ�N���@�f���@Щ�;���Ŀǰ߀�Dz��������ڇ������a��

�l
















