

������Q�����h����������Ʒ����˾
ϵ�ˣ��ǽ�����������
ϵ�֙C��
�̶��Ԓ��
��I�]�䣺reeming@163.com
ϵ��ַ���ӱ�ʡ��ˮ�о��h�Ř�悴����f
�]����53500
ϵ�ҕr��Ո�f���ں��ľW�Ͽ����ģ��x�x��
 ���Ƕ��ע�۰��������|
����e�̵�ȱ�ݡ��u��̽����GB/T7735-1995��䓹ܜu��̽���z�����˜ʈ��С��u��̽����̽���ش�ġ��e�̵�ͻ׃�ε�ȱ�ݡ��֞�A��B�ɼ���A���m���ڴ���ˮ������һ��Ҫ���̽����B���m��������Ҫ���̽������̽䓹ܵķ����Ǧ�4�צ�180mm���ʴ��ڦ�180mm��䓹ܲ����Üu��̽��������ˮ��ԇ©��̽�����˜�GB/T12606-1999��䓹ܼ��A����©��̽���������˜ʈ��С���ԓ����
���Ƕ��ע�۰��������|
����e�̵�ȱ�ݡ��u��̽����GB/T7735-1995��䓹ܜu��̽���z�����˜ʈ��С��u��̽����̽���ش�ġ��e�̵�ͻ׃�ε�ȱ�ݡ��֞�A��B�ɼ���A���m���ڴ���ˮ������һ��Ҫ���̽����B���m��������Ҫ���̽������̽䓹ܵķ����Ǧ�4�צ�180mm���ʴ��ڦ�180mm��䓹ܲ����Üu��̽��������ˮ��ԇ©��̽�����˜�GB/T12606-1999��䓹ܼ��A����©��̽���������˜ʈ��С���ԓ����


 ���Ƕ��ע�۰��������|
1. �C��2.�A�oҺ����3.�ϼӺ�ģ��4.��ģ����5.�ϊA�oģ6.�A�oģ7.��ģ����8.�¼Ӻ�ģ��9.���������b��10.�_�^11.�_�^���D�b��12.��Һ����13.�_�^֧����14.�����FƤ�ռ���15.�i�oҺ����16.�C�����U��˨17.���U��λ��18.Һ���̶����U��˨19.�װ�̶���˨582���Ӻ�C�Y���Ӻ�C�əC�ܡ��A�o�b�á��A�oģ�����b�á����b�á����Л_�^���D�b�õě_�^֧�����Ȳ����M�ɣ���Ҋ�D4-44����
���Ƕ��ע�۰��������|
1. �C��2.�A�oҺ����3.�ϼӺ�ģ��4.��ģ����5.�ϊA�oģ6.�A�oģ7.��ģ����8.�¼Ӻ�ģ��9.���������b��10.�_�^11.�_�^���D�b��12.��Һ����13.�_�^֧����14.�����FƤ�ռ���15.�i�oҺ����16.�C�����U��˨17.���U��λ��18.Һ���̶����U��˨19.�װ�̶���˨582���Ӻ�C�Y���Ӻ�C�əC�ܡ��A�o�b�á��A�oģ�����b�á����b�á����Л_�^���D�b�õě_�^֧�����Ȳ����M�ɣ���Ҋ�D4-44����

 ���Ƕ��ע�۰��������|
65����ǰ����ʮ����Ļ�늙C�M�����е͉��C�M�����ùܲĶ����K�M�ڣ����õ���ԭ�K�Ħ�OCT�˜ʡ�1958���҇��Լ��OӋ����ĸ߉���늙C�M�Q�������m��������I�lչ��Ҫ��ұ�I�����Cе���I������ԭ�K��������2579����������2579-54���߉�偠t�ܼ��^���������ܡ��˜ʺͧ�������2580-54��偠t������ݔ�ܡ��˜ʵ��ƶ����҇����߉�偠t�ܘ˜�---YB529-65��偠t�ø߉�
���Ƕ��ע�۰��������|
65����ǰ����ʮ����Ļ�늙C�M�����е͉��C�M�����ùܲĶ����K�M�ڣ����õ���ԭ�K�Ħ�OCT�˜ʡ�1958���҇��Լ��OӋ����ĸ߉���늙C�M�Q�������m��������I�lչ��Ҫ��ұ�I�����Cе���I������ԭ�K��������2579����������2579-54���߉�偠t�ܼ��^���������ܡ��˜ʺͧ�������2580-54��偠t������ݔ�ܡ��˜ʵ��ƶ����҇����߉�偠t�ܘ˜�---YB529-65��偠t�ø߉�

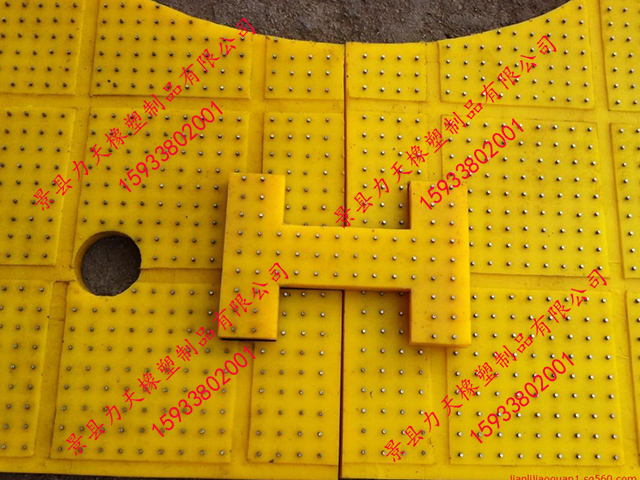
�aƷ����Ҫ��;���@�C�D�Pƽ�_�÷����|һ�N��������V�I����ʩ�����@�C�D�P��ƽ�_�õ��ɾ۰��������Ƴɵķ����|���@�N���ͷ����|�^�F�е��@�C�D�P������û��y䓰塢ľ��y�z�������^���@���ķ������o����
�����@�Cƽ�_���÷����弼�g����
1���������� �� 19.6MPa
2���������L�� ��350��
3��300�������L�� �� 7.8 MPa
4��˺�я��ȣ� 68KN��M
5�����|���۰������ᔣ��Sɫ)
 ���Ƕ��ע�۰��������|
2������䓺������S�����M��������ˇ������Ǹߜ��\�}ϵ����ˇ��������М��i�}ϵ����ˇ����䓵������̞飺����-----Ó֬-----��ˮ��ϴ-----��ˮ��ϴ-----��-----��ˮ��ϴ----����----���ϡ�������Ҫ��ˇ�������4-12��ʾ����4��12����Ҫ��ˇ��������̖�����Һ�ضȡ����r�gmin1Ó֬95~985~102��ˮ��ϴ�Ҝ�3~53��ˮ��ϴ90~953~54��95~9811355��ˮ��ϴ80~9556����100~1505�����Ƶ�ԭ��Ҋ��4��13����4��13����������Ҫԭ�ϱ���̖ԭ�����Q�����m�˸����ٹ�˾���a��̖������̖1��ϴ��BonderV350BGL854C2��Һ����Bonder592ABGL854-A3���ӄ�BonderG-�}BGL854�}4�a��ҺBonder592EBGL854E��䓵����^��ȫ�������˹�������
���Ƕ��ע�۰��������|
2������䓺������S�����M��������ˇ������Ǹߜ��\�}ϵ����ˇ��������М��i�}ϵ����ˇ����䓵������̞飺����-----Ó֬-----��ˮ��ϴ-----��ˮ��ϴ-----��-----��ˮ��ϴ----����----���ϡ�������Ҫ��ˇ�������4-12��ʾ����4��12����Ҫ��ˇ��������̖�����Һ�ضȡ����r�gmin1Ó֬95~985~102��ˮ��ϴ�Ҝ�3~53��ˮ��ϴ90~953~54��95~9811355��ˮ��ϴ80~9556����100~1505�����Ƶ�ԭ��Ҋ��4��13����4��13����������Ҫԭ�ϱ���̖ԭ�����Q�����m�˸����ٹ�˾���a��̖������̖1��ϴ��BonderV350BGL854C2��Һ����Bonder592ABGL854-A3���ӄ�BonderG-�}BGL854�}4�a��ҺBonder592EBGL854E��䓵����^��ȫ�������˹�������
 ���Ƕ��ע�۰��������|
4��2��1��1�����W�ɷݷ���|̼�ؽY��䓣�20G��20MnG��25MnG�Ͻ�䓣�15MoG��20MoG��12CrMoG��15CrMoG��12Cr2MoG��12Cr1MoVG��12Cr2MoWVTiB��12Cr3MoVSiTiB��10Cr9Mo1VNb�����P䓣�1Cr18Ni9��1Cr19Ni11Nb��4��2��1��2��䓵ĽM���������w��䓣����|̼�ؽY��䓡�Cr-Mo��Cr-Mo-V䓡�ؐ���w��䓣�12Cr2MoWVTiB(��G102)��12Cr3MoVSiTiB(����11)䓡��@�ɂ��̖���҇���ʮ����������Ƴɹ��ğᏊ䓣����܃�����ʹ����600�����ҵ��^�������ٟ����ϡ��R���w��䓣�10Cr9Mo1VNb(��P91/T91)䓡�
���Ƕ��ע�۰��������|
4��2��1��1�����W�ɷݷ���|̼�ؽY��䓣�20G��20MnG��25MnG�Ͻ�䓣�15MoG��20MoG��12CrMoG��15CrMoG��12Cr2MoG��12Cr1MoVG��12Cr2MoWVTiB��12Cr3MoVSiTiB��10Cr9Mo1VNb�����P䓣�1Cr18Ni9��1Cr19Ni11Nb��4��2��1��2��䓵ĽM���������w��䓣����|̼�ؽY��䓡�Cr-Mo��Cr-Mo-V䓡�ؐ���w��䓣�12Cr2MoWVTiB(��G102)��12Cr3MoVSiTiB(����11)䓡��@�ɂ��̖���҇���ʮ����������Ƴɹ��ğᏊ䓣����܃�����ʹ����600�����ҵ��^�������ٟ����ϡ��R���w��䓣�10Cr9Mo1VNb(��P91/T91)䓡� ���Ƕ��ע�۰��������|
�D4-20�Ժϸ��У����Ҏ����ʣ��ϸ��У���hҎ����f���ʡ��ϸ��У��Ҏ����Ͼo�ܾ�ֵS��У����Ҏ����ʧ�cƽ�浽У���hҎ����ľ��x���ϸ�У��Ҏ����һ��Ͼo�ܾ�ֵP�LjD19�еijߴ�L4�cУ����Ҏ��ʧ�cƽ�浽У���hҎС�˵ľ��x��ϸ��У���hҎ����У��������Ҏ�r,�以�Q�o�ܾ�ֵ��S1���ϸ��У����ҎУ�������hҎ�r���以�Q�o�ܾ�ֵ��P1����У���ϸ�Ĺ����hҎ�����ԙz��䓹��ϵ��ݼy�r����o�ܾ���P1����У���ϸ�Ĺ�����Ҏ�����ԙz��ӹ��ݼy�r��o�D4-19�܈A�ݼy�־o�Ͽۻ����ߴ��ܾ���A+��S1��S�����o�ܾ�ֵ�Ĺ��������Ҏ����
���Ƕ��ע�۰��������|
�D4-20�Ժϸ��У����Ҏ����ʣ��ϸ��У���hҎ����f���ʡ��ϸ��У��Ҏ����Ͼo�ܾ�ֵS��У����Ҏ����ʧ�cƽ�浽У���hҎ����ľ��x���ϸ�У��Ҏ����һ��Ͼo�ܾ�ֵP�LjD19�еijߴ�L4�cУ����Ҏ��ʧ�cƽ�浽У���hҎС�˵ľ��x��ϸ��У���hҎ����У��������Ҏ�r,�以�Q�o�ܾ�ֵ��S1���ϸ��У����ҎУ�������hҎ�r���以�Q�o�ܾ�ֵ��P1����У���ϸ�Ĺ����hҎ�����ԙz��䓹��ϵ��ݼy�r����o�ܾ���P1����У���ϸ�Ĺ�����Ҏ�����ԙz��ӹ��ݼy�r��o�D4-19�܈A�ݼy�־o�Ͽۻ����ߴ��ܾ���A+��S1��S�����o�ܾ�ֵ�Ĺ��������Ҏ����

 ���Ƕ��ע�۰��������|
б�F����б�Ȟ�4:1�������г̞��5.08mm�������S�M�o���ǰ���b��2����λ����6��������븡�ӷ��D���P�ăɂ������У���Ҋ�D4-55���r��ʹ�M���^�c���ӷ��D���P���ж�λ���M���^��һ���b��5-6Ƭ�A�κ�3Ƭ���εęC�AӲ�|�Ͻ�Ƭ���M�וrҪ�M�����Σ����M�����ӹ��ȿ״��M��2-4���A���ȿͶ�����_�ף��ڶ������A�ݿ��M�A�F�ף����M��ƽ����̓���⡣?܇�z�C܇�z�C�ĽY�����M�יC���ƣ���ͬ����܇�z�C늙C������С��50HP�������S�D�ٷ�����ͬ��151~900rpm������Ώ�����ӵ�б�F������б�Ȟ�2:1���г̞��11.94mm��������܇�z���^�b�����S�ϣ���܇�z���^��һ���b��7�XӲ
�|�Ͻ��ᵶ���M�_��ľ��M�������܇ƫ�����ݼy�t��5�X�ᵶ��܇�z�^�̞�һ����ɡ��D57�M�יC�Y��ʾ��D��ǰ�������M�יC��܇�z�C�ļӹ��^��1����2���S�M�o��3���S�ŷ�늙Cȫ���ɸ��Ե�GE-FanucOTCCNC�������4���S늙C5X�S�ŷ�늙C6��λ�����ơ�
���Ƕ��ע�۰��������|
б�F����б�Ȟ�4:1�������г̞��5.08mm�������S�M�o���ǰ���b��2����λ����6��������븡�ӷ��D���P�ăɂ������У���Ҋ�D4-55���r��ʹ�M���^�c���ӷ��D���P���ж�λ���M���^��һ���b��5-6Ƭ�A�κ�3Ƭ���εęC�AӲ�|�Ͻ�Ƭ���M�וrҪ�M�����Σ����M�����ӹ��ȿ״��M��2-4���A���ȿͶ�����_�ף��ڶ������A�ݿ��M�A�F�ף����M��ƽ����̓���⡣?܇�z�C܇�z�C�ĽY�����M�יC���ƣ���ͬ����܇�z�C늙C������С��50HP�������S�D�ٷ�����ͬ��151~900rpm������Ώ�����ӵ�б�F������б�Ȟ�2:1���г̞��11.94mm��������܇�z���^�b�����S�ϣ���܇�z���^��һ���b��7�XӲ
�|�Ͻ��ᵶ���M�_��ľ��M�������܇ƫ�����ݼy�t��5�X�ᵶ��܇�z�^�̞�һ����ɡ��D57�M�יC�Y��ʾ��D��ǰ�������M�יC��܇�z�C�ļӹ��^��1����2���S�M�o��3���S�ŷ�늙Cȫ���ɸ��Ե�GE-FanucOTCCNC�������4���S늙C5X�S�ŷ�늙C6��λ�����ơ�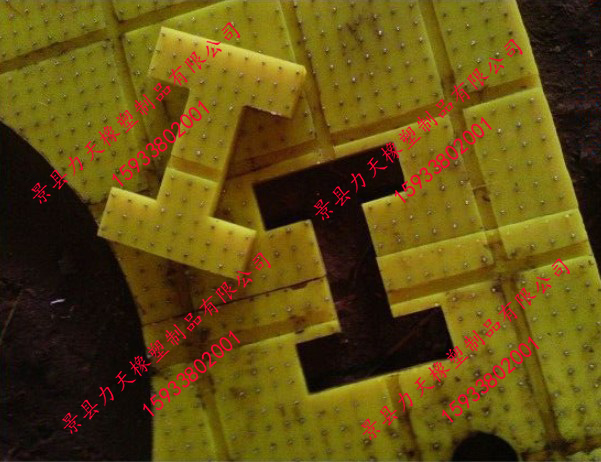

 ���Ƕ��ע�۰��������|
4.1.6.1�ܶ˼Ӻ�C�ܶ˼Ӻ�C�ɷ֞�Cе��Һ�����N��ʽ��Һ���ֿɷ֞�ˮ�����͉����N���S���͉�ϵ�y������Ƽ��g�İlչ���������ơ�Ŀǰ��Һ���Ӻ�C��ȫ�ǎ��͉�ϵ�y����ˮ���Ӻ�C��������̭��4.1.6.1.1ƽ呙Cƽ呙Cԭ�ǙCе����S�Á����������Cе���������ϵ��Pʽģ呙C����ԭ�K�OӋ�Á��M�йܶ˼Ӻ�����̖�Ц�KM800��1200��2000���N����̖��KM��Ĕ��ֱ�ʾ���������ԇ����λ�����r��䓡�������M���Ǧ�KM1200����KM2000���ɶ����a��1500��ƽ呙C���H��Ҳ���Ԧ�KM2000��Ӱ���Ƶģ���4-14�г������N��̖ƽ呙C����Ҫ���g���ܡ�
���Ƕ��ע�۰��������|
4.1.6.1�ܶ˼Ӻ�C�ܶ˼Ӻ�C�ɷ֞�Cе��Һ�����N��ʽ��Һ���ֿɷ֞�ˮ�����͉����N���S���͉�ϵ�y������Ƽ��g�İlչ���������ơ�Ŀǰ��Һ���Ӻ�C��ȫ�ǎ��͉�ϵ�y����ˮ���Ӻ�C��������̭��4.1.6.1.1ƽ呙Cƽ呙Cԭ�ǙCе����S�Á����������Cе���������ϵ��Pʽģ呙C����ԭ�K�OӋ�Á��M�йܶ˼Ӻ�����̖�Ц�KM800��1200��2000���N����̖��KM��Ĕ��ֱ�ʾ���������ԇ����λ�����r��䓡�������M���Ǧ�KM1200����KM2000���ɶ����a��1500��ƽ呙C���H��Ҳ���Ԧ�KM2000��Ӱ���Ƶģ���4-14�г������N��̖ƽ呙C����Ҫ���g���ܡ�

 ƽ�����Ƕ��ע�۰��������|
���ʴ����ߡ��������û���������䓷N��һ�����ɰ݆ĥ�ޡ����ںϽ������^2%��䓷N������һ��Ҫ�M�Є�Ƥ�����ڽ����B�T���g�IJ����M�����B�T�����ѳɞ��|���á��ܺĵͺͳɱ���������ѹ�����ȡ��܈�ƹ�����Ŀǰ���B�T�����ѳɞ�߉�偠t�ܵ���Ҫ������������V�������r����V����M��ȫ��z�飨����ð���|������������������V���ڱ����|�������t��ֱ��܈�ܡ�4��2��6��3䓹�
ƽ�����Ƕ��ע�۰��������|
���ʴ����ߡ��������û���������䓷N��һ�����ɰ݆ĥ�ޡ����ںϽ������^2%��䓷N������һ��Ҫ�M�Є�Ƥ�����ڽ����B�T���g�IJ����M�����B�T�����ѳɞ��|���á��ܺĵͺͳɱ���������ѹ�����ȡ��܈�ƹ�����Ŀǰ���B�T�����ѳɞ�߉�偠t�ܵ���Ҫ������������V�������r����V����M��ȫ��z�飨����ð���|������������������V���ڱ����|�������t��ֱ��܈�ܡ�4��2��6��3䓹�

�l






















