
ϵ��ʽ")
������Q���_�����S�rСϼģ������˾
(li��n)ϵ�ˣ�ꐿ�����
(li��n)ϵ�֙C(j��)��
�̶��Ԓ��
��I(y��)�]�䣺2395110690@qq.com
(li��n)ϵ��ַ���S�r���ǹ��I(y��)�^(q��)����(qi��ng)·17̖
�]����318020
(li��n)ϵ�ҕr��Ո�f���ں��ľW(w��ng)�Ͽ����ģ��x�x��

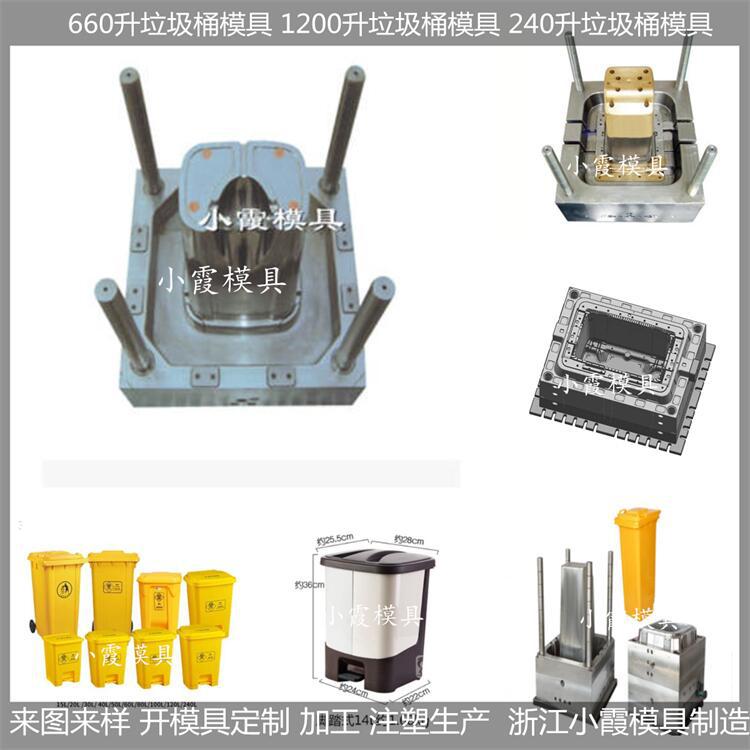
ע�ܼ��ߴ�����1�� ݔ�����ϸ׃�(n��i)�����ϲ�����2�����ϸלضȻӵķ���̫��3��ע�ܙC(j��)����̫С��4��ע�܉�������(w��n)����5���ݗU��(f��)λ����(w��n)����6���\(y��n)���r�g��׃������Һ�Ȳ�һ�¡�7��ע���ٶȣ��������ƣ�����(w��n)����8��ʹ���˲��m��ģ�ߵ�����Ʒ�N��9�����]ģ�ء�ע�䉺�����ٶȡ��r�g���ͱ����Ȍ��a(ch��n)Ʒ��Ӱ푡�����1�� �z���Пo�������sˮ����(j��ng)�϶����Ա������_�Ĝضȡ�2���z���Ƿ����|(zh��)����Ó�ğ��ż��3���z���c�ضȿ�����һ��ʹ�õğ��ż�Ƿ�������_��͡�4���z��ע�ܙC(j��)��ע�������ܻ�������Ȼ���c��(sh��)�Hע������ÿС�r��ע���������M(j��n)�б��^��5���z���Ƿ�ÿ���\(y��n)�����з�(w��n)�������ڟ��ϡ�6���z������y�з�й¶��������Ҫ���M(j��n)�и��Q��7���z���Ƿ��e�`���M(j��n)���O(sh��)����8���ݗU��ÿ���\(y��n)����(f��)��λ�ö��Ƿ�(w��n)���ģ���������0.4mm��׃����9���z���\(y��n)���r�g�IJ�һ���ԡ�10��ʹ�ñ�����11���z��Һ��ϵ�y(t��ng)�\(y��n)���Ƿ��������͜��Ƿ��^���^�ͣ�25-60�棩��12���x���m��ģ�ߵ�����Ʒ�N����Ҫ�Ŀs�ʼ��C(j��)е��(qi��ng)�ȿ��]����13�������{(di��o)���������a(ch��n)��ˇ��
1�� ����ע���ٶȡ�2���z���϶���(n��i)����������3���z���Ƿ����_�O(sh��)����ע���г̣���Ҫ��Ԓ�M(j��n)�и��ġ�4���z��ֹ���y�Ƿ�ĥ�p����F(xi��n)�ѿp��5���z���\(y��n)���Ƿ�(w��n)����6���������z�ضȡ�7�����ӱ�����8������ע���ٶȡ�9���z��������Л]�Ю����δ�ܻ����ϡ�10���z��ļӟ�������ð����z�(y��n)?z��i)���ݔ���Ƿ����_��11�������ݗU��ǰ�r�g��12�������϶���^(q��)�����ϸ�^(q��)�ضȡ�13�����^���ע�ܙC(j��)��14���m��(d��ng)����ģ�ء�15�������Ƀ�ģ�߃�(n��i)�ķ��P����16���z�����Qֹ�˭h(hu��n)��
1�� ����ע���ٶȡ�2���z���϶���(n��i)����������3���z���Ƿ����_�O(sh��)����ע���г̣���Ҫ��Ԓ�M(j��n)�и��ġ�4���z��ֹ���y�Ƿ�ĥ�p����F(xi��n)�ѿp��5���z���\(y��n)���Ƿ�(w��n)����6���������z�ضȡ�7�����ӱ�����8������ע���ٶȡ�9���z��������Л]�Ю����δ�ܻ����ϡ�10���z��ļӟ�������ð����z�(y��n)?z��i)���ݔ���Ƿ����_��11�������ݗU��ǰ�r�g��12�������϶���^(q��)�����ϸ�^(q��)�ضȡ�13�����^���ע�ܙC(j��)��14���m��(d��ng)����ģ�ء�15�������Ƀ�ģ�߃�(n��i)�ķ��P����16���z�����Qֹ�˭h(hu��n)��

�����S����r�¸��Ʈa(ch��n)Ʒ�Y(ji��)��(g��u)�������O(sh��)���a(ch��n)Ʒ�е���s�������n�� �cע��y����ע�ܼ�ȱ�ݵ���������ͨ���c���څ^(q��)�����P(gu��n)��������������Еr߀��Ҋ���l�y���������ܳ��F(xi��n)���}��ԭ�����ڜض�̫�ߡ�����ģ������ٶ�̫�졣�����c�����������P(gu��n)����������ڴ������ϡ������������ϸ�ǰ�Ʌ^(q��)�Ĝضȡ���������ע���ٶȡ���������ע�܉�������������ģ�ߜضȡ�������PE���a(ch��n)���������������y���ɸ���(j��)ʹ��Ҫ��
���������Ͽ�λ�á������M���ܱ���a(ch��n)�����ϣ����ƺ�����ضȣ����� ע�ܼ�ȱ�ݵ���������ע�ڱ�ע���נ�ס���������ܳ��F(xi��n)���}��ԭ��ע�����c����]�Ќ���������ע���׃�(n��i)�����^����������������ض�̫�͡�����������ע�ڃ�(n��i)δ���̣�������ֱ���^���ע�ڡ�����ע���Ĉ@�����c����Ĉ@������ϲ���(d��ng)�����F(xi��n)�b�ơ���“����”��������������������γ�б�ȡ��������������ע����������������ע�܉����������p���ݗU��ǰ�r�g��
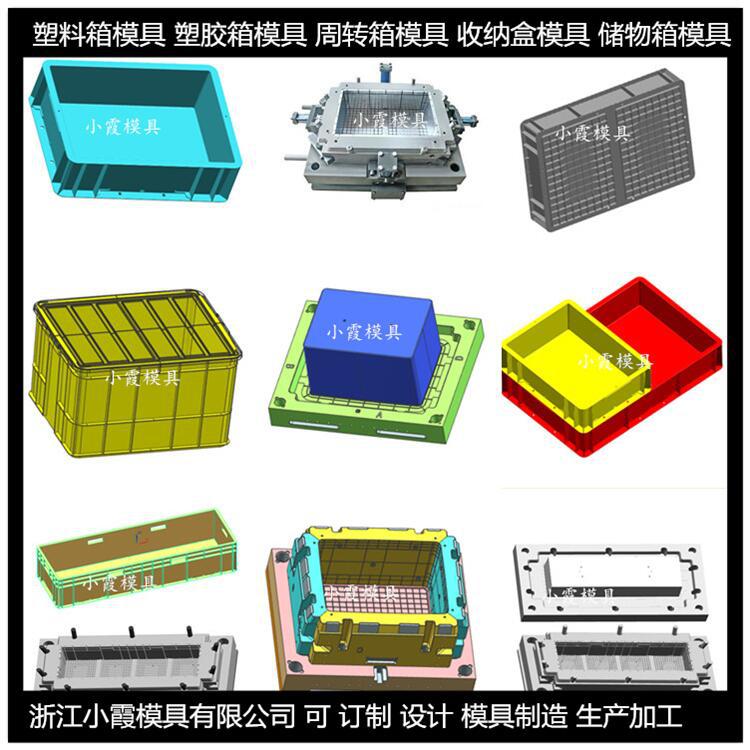
�z���\(y��n)���r�g�IJ�һ���ԡ������z��Һ��ϵ�y(t��ng)�\(y��n)���Ƿ��������͜��Ƿ��^���^�ͣ�25—60oC���������x���m��ģ�ߵ�����Ʒ�N����Ҫ�Ŀs�ʼ��C(j��)е��(qi��ng)�ȿ��]�������������{(di��o)���������a(ch��n)��ˇ����ע�ܼ�ȱ�ݵ���������ͨ���c��������P(gu��n)��Ո����“��Ѩ”���֣������������Ϗ�ģ�߱����տsÓ�x�γɵġ��������ܳ��F(xi��n)���}��ԭ�����ڜضȲ���̫�߾���̫�͡�����ģǻ��(n��i)���ϲ��㡣������s�A�Εr���|���ϵ����^�ᡣ�������������������ڽ����^С��
����ģ���Ƿ��c�����������m��(y��ng)�������a(ch��n)Ʒ�Y(ji��)��(g��u)���������ӏ�(qi��ng)�M(j��n)���^�ߣ��^�����@��������sЧ�����ã��a(ch��n)ƷÓģ���^�m(x��)�տs�������{(di��o)�����ϸלضȡ������{(di��o)���ݗU�ٶ��ԫ@�����_���ݗU�����ٶȡ�����ʹ�����_�ĉ|�ϣ������ݗU��ǰ�r�g������ע�ܡ�������������ע���ٶȡ������z��ֹ���y�Ƿ��b���_����?y��n)�������\(y��n)�Е���������ʧ����������ģ�߱���ضȡ������C���������≺���pʧ�^����(j��)��(sh��)�H��Ҫ���m��(d��ng)�U(ku��)��������(j��)�������ϵ����Լ��a(ch��n)Ʒ�Y(ji��)��(g��u)�m��(d��ng)����ģ�ء�
|
��̖�� |
��Ҫ���� |
|
ǻ��(sh��)�� |
1��1 |
|
ģ�ܣ� |
LKM, ISM��(bi��o)��(zh��n)��HASCO ���տ͑�Ҫ�� |
|
ģ�߲��|(zh��)�� |
P20, 718H, H13, 2344, 2316, NAK80 |
|
ģ������ϵ�y(t��ng)�� |
������/������ |
|
�O(sh��)Ӌܛ���� |
UG; PROE; CAD |
|
���ϲ��|(zh��)�� |
PP, ABS, HDPE, PC, PVC, PA6, PA66, PET etc. |
|
ģ�߉����� |
500,000��-3,000,000�� |
|
ģ�߳ߴ磺 |
����(j��)�a(ch��n)Ʒ�O(sh��)Ӌ |
|
ģ�������� |
����(j��)�a(ch��n)Ʒ�O(sh��)Ӌ |
|
��Ʒ�� |
����(j��)�a(ch��n)Ʒ�O(sh��)Ӌ |
|
��ͨģ�߽�؛�ڣ� |
35-50�� |
|
��Ҫ����ģ�� |
55-85�� |



�_�����S�rСϼģ������˾
Сϼģ�� �㽭Сϼģ�� �_��Сϼģ�� �S�rСϼģ��


























|
��̖�� |
��Ҫ���� |
|
ǻ��(sh��)�� |
1��1 |
|
ģ�ܣ� |
LKM, ISM��(bi��o)��(zh��n)��HASCO ���տ͑�Ҫ�� |
|
ģ�߲��|(zh��)�� |
P20, 718H, H13, 2344, 2316, NAK80 |
|
ģ������ϵ�y(t��ng)�� |
������/������ |
|
�O(sh��)Ӌܛ���� |
UG; PROE; CAD |
|
���ϲ��|(zh��)�� |
PP, ABS, HDPE, PC, PVC, PA6, PA66, PET etc. |
|
ģ�߉����� |
500,000��-3,000,000�� |
|
ģ�߳ߴ磺 |
����(j��)�a(ch��n)Ʒ�O(sh��)Ӌ |
|
ģ�������� |
����(j��)�a(ch��n)Ʒ�O(sh��)Ӌ |
|
��Ʒ�� |
����(j��)�a(ch��n)Ʒ�O(sh��)Ӌ |
|
��ͨģ�߽�؛�ڣ� |
35-50�� |
|
��Ҫ����ģ�� |
55-85�� |
















