��ĥ����
��(d��ng)�ڗU�c�����ѽ�(j��ng)��ȫ�B�ӣ���ô����(g��)�ڗU���ѽ�(j��ng)��������(l��i)�ˣ�����һ���t�Ǵ�ĥ���⡣������֪���ڗU���H���˰�ȫ�ԣ�������ʬF(xi��n)�����^�ԣ����ԣ���(d��ng)�����ˆT��ɰ��b֮����Ҫ�M(j��n)һ����ĥ���⣬�����әڗU�����ȡ�
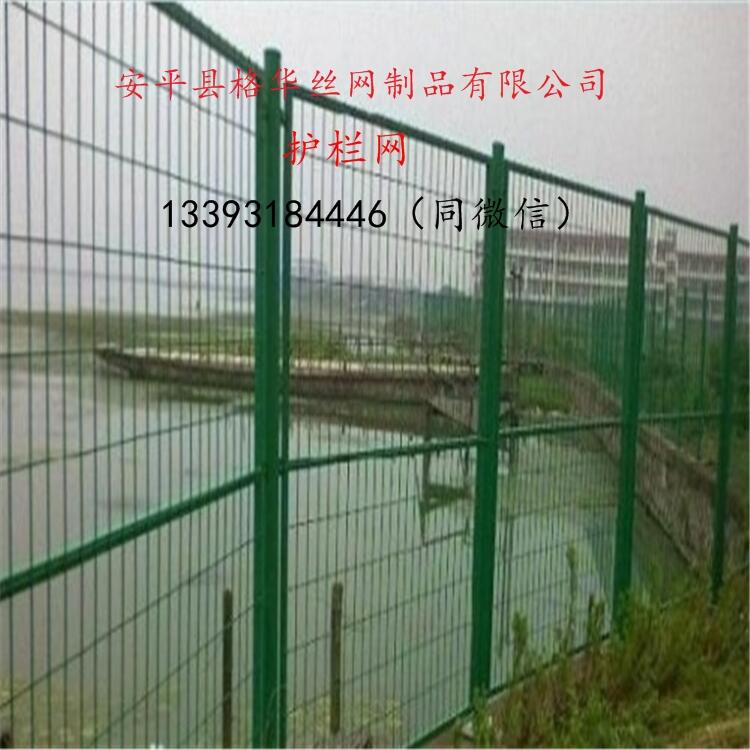
�ġ����P��o(h��)�ڰ��bע�����(xi��ng)
1���ڰ��b�ĕr(sh��)��һ��Ҫע��z�����ĺ�ȣ��������ܵıں�(y��ng)ԓ��0.7mm���ϣ���?y��n)����ܰ��b�ĕr(sh��)����^��(f��)�s����˱����ܱ�һЩ�������F(xi��n)���ǵ���0.7�Ͳ����ˡ�
2��������P��o(h��)���������P�ˣ��@�r(sh��)������ɰ��ȥ���P�E��ĥ�����@�Ӳ�����(hu��)�p�IJ��P䓵����^������߀��(hu��)�ƉIJ��P䓱���ı��o(h��)Ĥ����ô����(l��i)�͕�(hu��)��������P�ˡ����_�ķ����ǵ����P��Ј�(ch��ng)ȥ�I(m��i)�❍ˮ�����߸��̼��v���T(m��n)�Á�(l��i)�����P��P�������͕�(hu��)֪���ˡ��������صĶŽ^�P�E���������(l��i)һ�钁��ϞЧ�������ˡ�
�塢��Ҋ(ji��n)��(w��n)�}���������
1����Ҋ(ji��n)�IJ��P䓒��⼼�g(sh��)���ĎN��
��һ�N�����풁�⣬Ҳ�����ÙC(j��)����(l��i)���⣬��(y��u)�c(di��n)�Ǽӹ�����������dz�ƽ���⻬�����ǟo(w��)���ӹ���(f��)�s���������ֻ�ܼӹ���(ji��n)��������@�N��ʽ�m����С�ĺ�(ji��n)�εIJ��P�����������⣬���粻�P������ĵ������Ϸ���
�ڶ��N�����W(xu��)���⡣��(y��u)�c(di��n)���O(sh��)��Ͷ�Y�� �������õ��m��(y��ng)�Ժͷ����g�ԣ����Ǯa(ch��n)Ʒ���������Ȳ߀��Ҫ�����O(sh��)ʩ���ܶ�P������Ϸǘ�(bi��o)�����������ʹ���@�N��ʽ��(l��i)����
�����N��늻��W(xu��)���� ��(y��u)�c(di��n)����Ⱦ�٣���ˇ��(ji��n)�η�(w��n)����ͬ�r(sh��)������(ji��n)�Σ��ɱ��ͣ�ȱ�c(di��n)Ҳ�����@���O(sh��)��Ͷ���Y��Ҫ�����Ҫ���������O(sh��)ʩ�������m�ϴ��������a(ch��n)��(l��i)�������a(ch��n)�ɱ�����Ҋ(ji��n)�ڲ��P�������(bi��o)��(zh��n)���������⡣
ˇ�o(h��)�ڷ���(w��)��˾���������a(ch��n)�N�۽�ͨ�o(h��)�ڡ������o(h��)�ڣ���ʽ�o(h��)�ڡ��Fˇ���ڡ��\䓇��ڡ��Wʽ���ڡ��Fˇ�o(h��)�ڡ��Fˇ�ڗU���Fˇ�řڡ��Fˇ�������Č��I(y��)���a(ch��n)�S�ң�Ҏ(gu��)���N���ӣ����д�����(j��)�������аl(f��)�����g(sh��)�ˆT�����M(j��n)�����a(ch��n)�O(sh��)�䡣����(j��)�҇�(gu��)���ڮa(ch��n)Ʒ�ĬF(xi��n)��Ͱl(f��)չڅ��(sh��)���O(sh��)Ӌ(j��)�_(k��i)�l(f��)����(sh��)�N���ڼ����a(ch��n)Ʒ���ɏV����(y��ng)���ڹ��I(y��)�@���e������^(q��)����ͥ���W(xu��)У���w����(ch��ng)�����S�Ƚ�����ͨʽ�����Լ���������ƺ���@�֡���·���ӞI���������(y��ng)�_(t��i)�����ݙڗU���҃�(n��i)���(ch��ng)����
�҂�ʼ�K��(ji��n)�ֿƼ����ǵ�һ���a(ch��n)�����ع�������(chu��ng)�£��ؼ��g(sh��)�����|(zh��)���� ͨ�^(gu��)����Ŭ����ʹ�a(ch��n)Ʒ�����������^�����g�����ϻ�������ƽ������ɶȸߡ��ɫ�־õ����c(di��n)��
һ���Fˇ�o(h��)�ڵ����c(di��n)
1����(ji��n)�̡����á��B���ο����Y(ji��)��(g��u)�Ժá�
��������Fˇ�o(h��)��
��������Fˇ�o(h��)��(5��)
2����Ȼ���У����ء��Ř㡢���ʡ�
3�������ԘO��(qi��ng)���ɸ���(j��)�͑�Ҫ������NҎ(gu��)��Ϳ�ʽ���Fˇ�o(h��)�ڡ�
4�����b��(ji��n)�㣬���ܵ���������m�ϴ���e���á�
5���r(ji��)����^��(sh��)�ݡ�
�����������Fˇ�o(h��)�ڹ�ˇ���̣�������߰�ȫ����
1����ϴǰ�z��̎�� �z���Fˇ�����Ƿ�߂䱾�S��\�Ĺ�ˇ�ף��Ś⡢�����\ҹ�����죩���Fˇ����������P�g�̶ȣ����渲�w���ܷ�ȥ���������ᡢ��֬�ȑ�(y��ng)���û������ĥ���Aϴ�ȷ���ȥ����
2��Ó֬���Aϴ�� ���мӟ��O(sh��)�䣬�����Fˇ�����������֬��Ϳ�ϵȡ�
3��ˮϴ ����Fˇ��������ĉAˮ�������
4����ϴ ��ȥ�F�P������Ƥ���������渲�w��
5����ϴ��z��̎���� ��ϴЧ���Ƿ����룬����ϴ����֣��ٴ���ϴ�������ϴǰ̎�����صף�������̎�����ٴ���ϴ��
6��ˮϴ ��ȥ�Fˇ�����������ˮ������������
7������僄� �ٴ���ϴ�������棬���C��������\֮ǰ�������P��
8����� ����Fˇ�����ضȣ������Fˇ����ˮ���^(gu��)�࣬����\�r(sh��)�l(f��)
9������\ ����������440��-470�����ڵ��\Һ�У��_(d��)��һ���r(sh��)�g��������Fˇ�������汻�@��һ���\�F�Ͻ��Ӻͼ��\��僌ӡ�
10���g�� �ṩ�������濹���ĸ��g���ܣ��p�ٻ����L(zh��ng)���P���F(xi��n)�ĕr(sh��)�g��
11����s ��ֹ��������ؿs���a(ch��n)�����w�M���_(k��i)�ѡ�
12������ ����\����������僌ӱ����
13���z�(y��n) 僌ӵęz�(y��n)�͜y(c��)�������������^�z�顣




�@���(ch��ng)�o(h��)��-�ߠ������(ch��ng)�����W(w��ng)")
























