

������Q������ԥ���Cе����˾
ϵ�ˣ�ʢŮʿ��С�㣩
ϵ�֙C��
�̶��Ԓ��
��I�]�䣺424276925@qq.com
ϵ��ַ�������ж��߅^���V��·8̖��ɯ�V��B������26F/27F
�]����450000
ϵ�ҕr��Ո�f���ں��ľW�Ͽ����ģ��x�x��
�Ű��Эh�p�ԄӺ��C���ؿ�ԭ����B������ȫ�ԄӺ��ܙCʩ��ҕ�lԭ����B
���������ݽ����c�b��̹�����Ӌ��Ҏ������GB50854-2013��Ҏ�����P�ڵػ�̎��������Ӌ�����_�Ğ飨����A����_�������ϣ����OӋ�Dʾ̎����������e

�C�����c������ԄӊA�� �����Ԅӓu�[ ÿ��犺���һ��䓹ܡ�
䓹ܺ��ܙC���ҹ�˾���a��һ���Ԅӻ��c�����������O�䣬�����O���������C����Ҫ�m���ڽ����_�ּ܌������ӣ���ͨ䓹��������C���ܲĺ����O�䡣iderzhangerfeng
�\�Ì����C������1.�����C�����D���҃Ȼ����Ĺ���ȣ��������ο��Ľӵػ���㡣�����_�����C�����b�Õr���以���g���С��3mm�������x��e��λ��늾W�ϣ��ҷ��x�O���·��2.����ǰ�����z�鲢�_�J�������C�ĉ����C�����`�ɣ��A�ߑ����̣��≺��Һ��ϵ�y������й¶3.����ǰ��������������䓹ܵĽ����{������늉������ú��ӳ�Խ�����C����ֱ����䓹ܣ�4.��·���Ĵ����c��늘O�����ڹ�ĥ�������·㕽���˨�����ھo�̡���sˮ�ضȲ��ó�Խ40�㣬��ˮ���������ض��{����5�����^�L䓹ܕr�����O���мܡ�6.�W��^���O���壬�c���ӟo�P���T������ȡ�7����ʩ���r���ضȲ�������8,�������řC����sˮ��

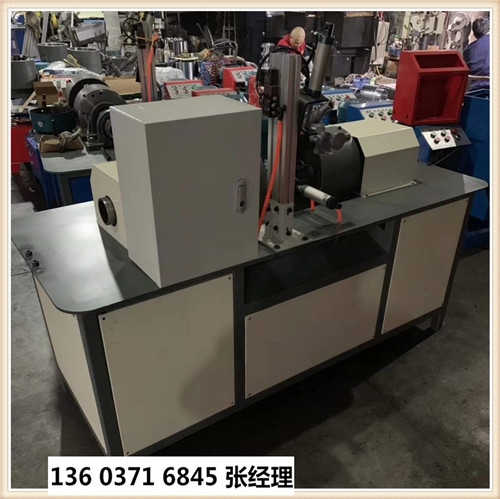
�O�����γߴ磺1700*700*700mm
�O�����w������280kg
ʹ��늉���380v/50HZ
늙C���ʣ�1.5kw
���ӹ�������ֱ��48mm��ֱ��57mm
���^ݔ�Ϳ��ƣ���ӿ���
ƽ�����ӕr�L��25s/��
���ܷ�ʽ��ȫ�ԄӺ���
���Ʒ�ʽ��PLC��X����
׃�l��Ʒ�ƣ��Ͼ��W�
���C��ͣ�������̼�Ᵽ���C
�~��ݔ��������315A-32.6V
�~��ݔ��늉���3--380v��50Hz
ݔ�����d늉���55v-80v
�ۻ� �OMAG������ݔ�������A����30-315늻�����A/ms��1--10��ݔ��늉���v����10-34
�h�p�ԄӺ��C��һ�N����ɸ��N�A�Ρ��h�κ��p���ӵ�ͨ���ԄӺ����O�䡣������̼䓡��ͺϽ�䓡����P䓡��X����Ͻ�Ȳ��ϵă��|���ӣ������x��廡������z����z�����ۻ��O���w���o�����x�Ӻ��Ⱥ����Դ�M��һ�h�p�ԄӺ���ϵ�y��ԓ�O��ɏV���ؑ�����Һ���ס���܇����ܡ������S���A��Ͳ���������t��������Һ����ޡ��������ġ��Vɽ�����a���ÝLͲ����ҺͲ�ȮaƷ�ĺ��ӡ�
�������c
���������Pʽ�Y�����ɺ��ӽY�������˻�ӹ����ɣ����C���팧܉��׃�Σ�
���D�C�^����ֱ��늙C����׃�l늙C�ӣ��ٶȷ����ɿ���
���S�˲����b�к��ӊA����צ���P�������b�A��λ������
β���ɲ��Ú�ӻ��ք�픾o��ʽ���˲��ɸ���������ʽ�IJ�ͬ�x�ò�ͬ�ĺ��b�A����피⣻
β�����ڴ��팧܉�ϻ��ӣ����{���C�^β���ľ��x���m����ͬ�L�ȵĹ�����
�����C���ɸ�����������λ�õIJ�ͬ���،�܉�����Ƅӵ�����λ�ã�
�����ք����S�{���C�������D�C���ɝM�㺸�����_���ʺ���λ�Õr�����{����Ҫ��
������������C����β�����픾o�C���ɝM���ԄӺ��Ӻ��Ԅ��b�A��Ҫ��������aЧ�ʣ�
�����������ӵ�Ҫ���x���������мܣ����p��ۙ�b�á����Ӕ[������
����PLC�ɾ��̿������������؆�Ԫ�����I���|�����������棬�Ԅӻ��̶ȸߣ������|�������ɿ���
��ͨ�^�Ŀ���ܛ���ij��������{���O��Ĺ��ܣ����F�A�Ρ���A�Ρ��ֶζ�ΈA�����h�κ��p�ĺ��ӡ�
�{���ģ�K���ּ��ӿ��OӋ,���������{���ģ�K�����þ��;���x��Ӱ�FOPSROPS���ܵą�����׃��,�����{��Ұ�ȫ�Y��ģ�K����FOPSROPS�����������M����ģ�K���֡�����CATIA��HyperMesh�քe����28T��·�C�{��Ұ�ȫ�Y���μ�����Ԫ����ģ��,�ԷǾ��Ԅ����W���Ʒ��̼����@ʽ���IJ���㷨�Ȟ��
�ӹ����ϣ��ڙC�ޏS�νM�L���g�������������92��3NB200/40���{��׃������졣93��94��95��阶���@�ӹ������;��ܡ�ʯ���@�C�ӹ�A�;��ܡ����bʽ��ӷ��ļӹ̣��@�C�\ݔС܇�ӹ̸���ȶ�헼��g���£���α�ʡú����|�֡�185��u��������M�����ߡ� 1996��ǰ���v����Ӌ�������w�����Ј������w�Ƽ����D׃���^�̣�Ӌ���ȵ��|��̽�Ŀ�����J�p�����]�У��ڇ����΄���ǰ�����T���D�����I��ú����|�˛]���������ɲ��������Ј��ҳ�·��؞�ء�����|�����Ј��������|����Ч�桱��ᘣ��_ʼ�ˡ��ڶ��΄��I������ˣ�����M�нY���{�����M����ʯ���@�C�����^�J�濼�]����܊�ŗ������l���^�õęC�ޏS������Ո�t��һ�����ʯ���@��һ��˾ؓ؟�O��Ĺ������S�ޣ���һ�����J������ʯ���@�C�O�S�ޱ��B��һ���������@��ʯ���@�����g���ɹ�������l����Խ�������Ѕ^��ꠙC�ޏS�������ě����Օ�İ���ɽ�^���D�����L����������߅�ȵ���ʯ�Ϳ�̽�_�l
















