

������Q�������A�ⳬӲ��������˾
ϵ�ˣ���Ůʿ��С�㣩
ϵ�֙C��
�̶��Ԓ��
��I�]�䣺3586073544@qq.com
ϵ��ַ������ʡ�����и�� ^�L��·�cˎ�S�ֽ���ڇ��Ҵ�W�Ƽ��@�аl5̖��B��
�]����450001
ϵ�ҕr��Ո�f���ں��ľW�Ͽ����ģ��x�x��
��̎����ĸ���䓼ӹ���ʲô���߲��|Ч���ã���̎����ĸ����Ӳ�ȱ��^�ߣ�58�ȡ�60�ȡ�62�ȡ�65�ȣ�����67�����ϣ���ͨӲ�|�Ͻߟo���M��܇���ӹ�����ĥ��ɰ݆ĥ��Ч��̫�ͣ����m�ϬF�������������a�ӹ�������̎�������䓲��HӲ�ȸߣ���Щ��������ȿױ���׃�Σ����¼ӹ��ĕr����F���m܇������r�����ߓp�ĘO���A��Ʒ�Ʒǽ���ճ�τ����������ӹ���̎��������Ч�ʸߡ���ĥ�p����N���|��̖���Ĵּӹ������ӹ����B�m���������m�����ӹ����r�����m�ϵĵ��߷�����
�ּӹ���̎����ĸ����CBN���ߣ�BN-S10��BN-S20

���ӹ���̎����ĸ����CBN���ߣ�BN-H10��BN-H21
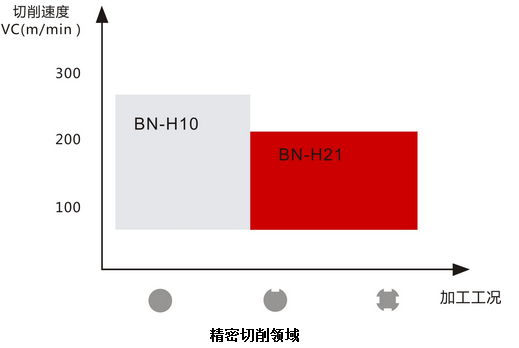
����߀�еĿ͑��ڼӹ�һ���̎����Ӳ��65�ȵ�67�ȵķ�ĩ�����ģ�ߣ�M2��M4��M5��M6���r��ԭ������ͨCBN��Ƭ���ϱ�����F�ߜ�Ó�����������ĥ�p���أ�ֻ�ܼӹ�1�����ӹ��ɱ��^�ߡ�������A��Ʒ��BN-H10���ܳ����еȔ��m�����ĵ��߲��|��̖��������Ч���ܺá�
��̎����ĸ���䓼ӹ���������x���A��Ʒ�Ƽӹ���̎�������䓵ĵ�����̖�����ܳ��ܵļӹ�Ӳ�ȺͳԵ���ȣ�
|
������̖ |
�m�ϼӹ����| |
�ӹ���ʽ |
���]������B |
|
BN-S10 |
����� |
�ּӹ� |
���m |
|
BN-S20 |
��Ӳ䓡��͟���ĥ䓡����i� |
�ּӹ����뾫�ӹ� |
���m-�B�m |
|
BN-H05 |
��Ӳ䓣������ |
���ӹ� |
�B�m���� |
|
BN-H10 |
��Ӳ䓣��ߏ��ȺϽ� |
���ӹ� |
�B�m-���m |
|
BN-H21 |
��Ӳ䓣������ |
���ӹ� |
���m-�����m |
��̎����ĸ���䓼ӹ�������
��1��BN-S20��̖�ӹ���̎����ĸ����

��2��BN-H21��̖�ӹ���̎����ĸ����

������x��
��1���A�ⳬӲ�ѽ��γ��ˏ��B�m�����m���Ĵּӹ��������ӹ�һ������܇��ĥ/Ӳ܇�����߷�������ُ�I��˾�����A��߮aƷ�������|��������ȫ�̼��g��ۙ���գ�
��2��ᘌ���̎�����Ӳ�ӹ����A�ⳬӲ�Ќ��T�ĵ�����̖��������������Ч�Ľ�Q��Ӳ�|�Ͻߺ��մɵ��ӹ�Ӳ䓕r���F�IJ���ĥ���߱����F��ʹ����܇��ĥ����ʽ������Ч�M�У����H����˼ӹ�Ч�ʣ����ҽ����˼ӹ��r�g�����s�˼ӹ��ɱ������S��Ӳ܇PCBN��Ƭ���X݆Ӳ܇PCBN��Ƭ��Ӳ䓴�܇��ƬBN-S20��̖��Ӳ��ӹ���CBN��Ƭ��Ӳ䓏����m������Ƭ���{�|䓼ӹ��õ�Ƭ��Ӳ��B�m����CBN��Ƭ��Ӳ��p���m������Ƭ�ȡ�
�ڼӹ�܈݁�^���з����dz�Ҋ�ļӹ���ʽ���������w����������Ƭ�]�мӾo�ף����μӹ��п��ܕ���ɵ�Ƭ�l��λ�ƣ���ɼӹ��`����˱��C܈݁������ӹ����A���Ƴ��ˎ���λ�ۡ����̿ӵ����w����������Ƭ��ʹ��λ���ɿ����M�㔵�ط��μӹ�����Ҫ��






















