

������Q�������A�ⳬӲ��������˾�N�۲�
ϵ�ˣ��ǰ�����������
ϵ�֙C��
�̶��Ԓ��
��I�]�䣺1025248340@qq.com
ϵ��ַ������ʡ�����и��¼��g�_�l�^�����28̖
�]����450001
ϵ�ҕr��Ո�f���ں��ľW�Ͽ����ģ��x�x��
���䓾�܇�ӹ��x��ʲô���߲��|���m�ϸ������������������c
�ӹ����䓵Ă��y��ˇ��ĥ����ˇ�����Ǟ�����ӹ�Ч�ʣ���Q�����Π���s������ĥ���ʹ���a���Π��λ���`��Ć��}����Ҫ��һ�����ý��������ӹ���
�����������r���������c��
1�� Ӳ�ȸߡ����ȸߣ����]�����ԣ������䓵�Ӳ���_��HRC50-60�r���䏊�ȿ��_2100-2600MPa�����ձ��ӹ����ϼӹ��Էּ�Ҏ�������䓵�Ӳ�Ⱥ͏��Ⱦ���9a�����������y�����IJ��ϡ�
2�� �������������ضȸߣ�Ҫ�ĸ�Ӳ�Ⱥߏ��ȵĹ�����������м����λ���������_4500MPA�����˸��������l��������ɢ����e�������x���^С����ƫ�Ǻ�ƫ�ǡ��@�r��������ӣ�Ҫ��Ҫ���^�õĹ�ˇϵ�y���ԡ�
3�� �����ױ��顢ĥ�p�����ڴ��䓵Ĵ��Դ������r��м�c���н��|�̣��������������Ἧ���ڵ����пڸ�������ʹ���б����ĥ�p��
���䓲��|�քe�飺20cr��40cr��40crmo��20crmnti��45̖䓡�T10��cr12��cr12mov��H13��
�ӹ����䓵ĸ������߲��|���͟��Լ��������������ٶȣ�
Ӳ�|�Ͻߵ��͟���800��-1000�㣬�մɵ��ߵ��͟��Ԟ�1100��-1200�㣬���������ߵ��͟���1400-1600�㡣
�������䓵��߲��|�ľ��ٶȣ�Ӳ�|�Ͻ߾��ٶ�Vc=30-75m/min �մɵ���VC=60-120 m/min������������ ���ٶ�Vc=100-200m/min ��
�ӹ����䓵��߲��|Ӳ�|�Ͻ�Ƭ���մɵ����c���������ߌ��ȈDƬ���£�

����������������|��̖��BN-H11��BN-H20��BN-S20 �ӹ����������������£�
���䓾�܇BN-H11��̖PCBNӲ܇��Ƭ���B�m�����ã�Vc=120-190m/min.Fn=0.1-0.3mm/r
(BN-H11�ǶʽCBN��Ƭ)��D��

���䓾�܇BN-H20��̖PCBNӲ܇��Ƭ���еȔ��m������PCBN��Ƭ��Vc=100-180m/min,fn=0.07-0.15mm/r���Ƕʽ�Y����ͬBN-H11����
���䓾�܇BN-H21��̖�������m������Ƭ������ʽ�Y����ͬBN-H10�������_���g���^�ã��m�ϔ��m����HRC55���ϴ��䓼���
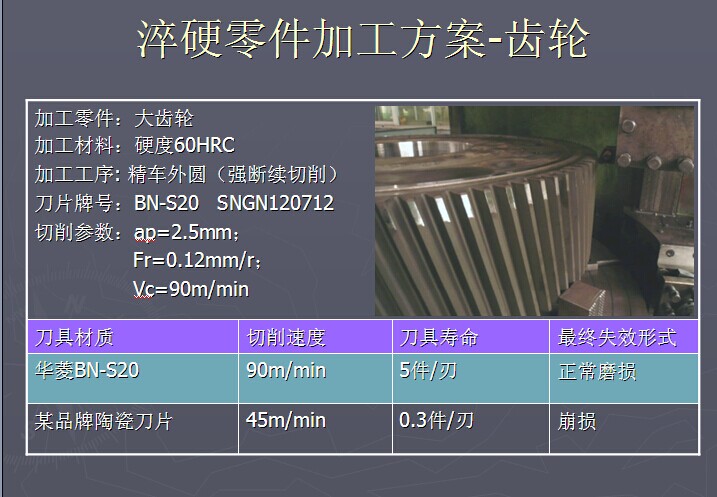
��܇�ӹ�����BN-S20��̖�����wPCBN��Ƭ���A�⪚�ҷǽ���ճ�τ�CBN�����䷽���ɴּӹ��͔��m�ӹ��������Ե������_7.5mm�������ޏ�ģ�ߣ���܇����ĥ�Ć�߅���Ե���������ӹ�Ч�ʡ�Vc=90--150m/min,Fn=0.1-0.45mm/r.��
����ُ�I��˾�����A�� ��Ӳ���� �� �|��������ȫ�̼��g��ۙ���ա�
���䓾�܇�ӹ��x��ʲô���߲��|���m�ϸ������������������c
















