�ձ���ͬDAIDO NAK55�����ܾ������zģ�������һ���Ni�XAl�~Cu�����r(sh��)ЧӲ��䓣����иߒ����Ե����c(di��n)����ͬNAK55���zģ���ͨ�^����ʹԓ䓾������õĿɼӹ��ԡ��R��ӹ��Ժͷ�늼ӹ��ԣ��������õĺ����ԣ��ں��Ӳ�λӲ�����ȳ��F(xi��n)�½������Ӻ�(j��ng)500��C��5С�r(sh��)�ĕr(sh��)Ч̎�����L(f��ng)�����Ӳ�Ⱥ͟�Ӱ푅^(q��)��Ӳ���c���ĵ�Ӳ����ͬ��
ԓ䓽�(j��ng)���wܛ����������Ӳ���_(d��)750HV�������ʹ�É�����NAK55���zģ��䓽�(j��ng)�^�����۟����a(ch��n)�����и����ȡ��߷�(w��n)���ԡ��ӹ����܃�(y��u)���������a(b��)����Ӳ�Ⱦ������õĒ����ԡ���(y��u)���Ĺ❍�ȡ���늼ӹ���֮��ĥ�ӹ����ס����ڱ���ҧ����ʹ�É����L�ȃ�(y��u)���ԡ�����NAK55�����κΟ�̎��һ���_(d��)�����������ú��g�����ܼѡ������c�������P(gu��n)ϵ����һ����r��NAK55���zģ��䓲���ֱ����EDMƤ�y��
��ͬNAK55��NAK80ģ����c�Ͻ��������g�����������c(di��n)���������ȵİl(f��)�]�������L����(d��ng)�O(sh��)Ӌ(j��)�r(sh��)�����^�⼚(x��)��Ĉ��ϣ�Ո���]��������䓷N��Ƕ����Ӵ���սǵĻ��ȵȡ�
NAK55ģ��䓻��W(xu��)�ɷ�
|
Ԫ��
|
̼C
|
��Si
|
�iMn
|
�XAl
|
�fMo
|
�CV
|
�Ni
|
�~Cu
|
|
����
|
0.15
|
0.3
|
1.5
|
1
|
0.3
|
0.2
|
3
|
1
|
NAK55ģ�������
��o���̎��
�������ԘO������
��ɵÃ�(y��u)�����R��ӹ������˝M��Ĺ��
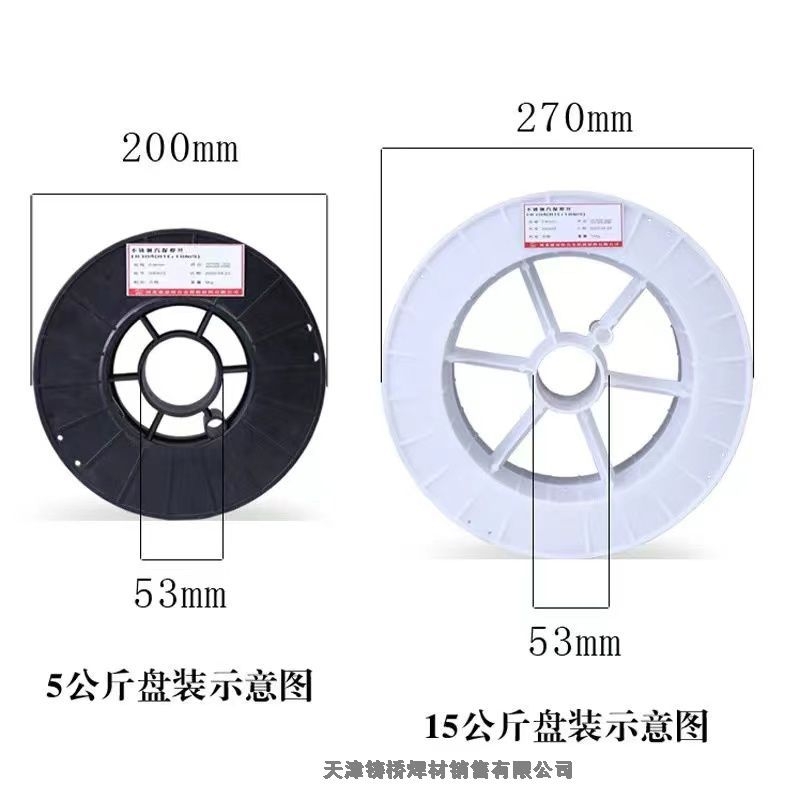
��ģ�߉������L
���m���ڸ߾���֮ģ��
�����Ӳ�Ⱦ���
���g���ӹ��ԃ�(y��u)��
���ԃ�(y��u)��
���늼ӹ���֮��ĥ�ӹ�����
��ʹ���в�׃��
NAK55ģ�����;
�ձ���ͬDAIDO NAK55����ģ��䓱��V��ʹ�������a(ch��n)Ʒ���zģ�ߣ���W(xu��)��Ӯa(ch��n)Ʒģ�ߡ�Ҫ�������õı���❍�ȵ���gģ�ߡ��L�����a(ch��n)�ĸ�Ӳ�Ⱦ���ģ�ߡ��R�撁��ģ�ߡ��ҕ�C(j��)�V��塢���yƷ�С���(d��ng)ģ肼���ģ�����档
1)��Ҫ�����R�撁��ģ��,�Լ��ҕ�C(j��)�V��塢���yƷ�е�ģ��.
2)������(d��ng)ģ肼���
3)�m�������a(ch��n)���a(ch��n)Ʒ�����zģ�ߣ�Ҫ�������õı���❍�ȵ���gģ�ߣ����L�����a(ch��n)�ĸ�Ӳ�Ⱦ���ģ�ߡ�
NAK55ģ��䓼ӹ�̎��
���ӣ����ñ���⡢��Ȼ�⇊���M(j��n)���A(y��)���ͺ��a(b��)��̎��r(sh��)�����ֹ�_����Ҋ����(sh��)�����ӟ���ˡ��Ѻ���ʹ���к��a(b��)�Ѽy�r(sh��)�����������^��ҕ�Ѻ����Ķ��٣����Ǽ�ʹ�������ߴ�׃����ҲҪ�ڶѺ�������������(y��ng)����870�棩���M(j��n)�Еr(sh��)Ч̎����500-520�棩��
����ʹ�Ú��w�ӟ����A(y��)�ӟ��ӟ�r(sh��)�����K������(y��ng)ͬ�r(sh��)�ܟᣬ������F(xi��n)���ѡ����������ʹ�û�ͬ�r(sh��)���F(xi��n)���Ѷ���o�����a(b��)�r(sh��)�������������^�࣬���@��r�¿vʹ��(hu��)��ߴ���Щ��׃������ڟ����������M(j��n)�Б�(y��ng)����������870�棩�����o��r(sh��)ЧӲ��̎�����ضȞ�500-520�档
���wܛ������ܛ�����ض�520��,�����r(sh��)�g5h,ܛ��������Ӳ�ȿ��_(d��)750HV��
��Ҏ(gu��)���˻��˻�ض�780~810�棬,��25��/ÿС�r(sh��)����s�ٶ��S�t����������650����t���䡣ԓ��ˇ��̎��r(sh��)�g�L�_(d��)20С�r(sh��)���ϣ��˻��̼������w��������(hu��)Ӱ푺��m(x��)����ӹ�����K�Ĵ㡢�ػ�M�������ܡ�
�Ȝ����˻��˻�ض�780~810�棬������690~720�棬�M(j��n)�е�,�ٳ��t���䡣ԓ��ˇ��(ji��)ʡ��̎��r(sh��)�g(����(g��)��ˇ�^����r(sh��)�g12~18С�r(sh��))��̎����ĽM����̼���:(x��)С����
�؏�(f��)���˻𣺴μӟᵽ810�����s��650�棬�ټӟᵽ790�����s����650����t���䡣ԓ��ˇ�m�ɹ�(ji��)ʡһ���ĕr(sh��)�g������ˇ�����^�̱��^������
���/�ػ�/��̎�������ض�830~860�棬���䡣�ػ�ض�170 ~190�档��̎��ض�-50~ -78�档