������Q��ɽ�|���ܘI����˾
ϵ�ˣ��S������������
ϵ�֙C��
�̶��Ԓ��
��I�]�䣺731508875@qq.com
ϵ��ַ���ij��_�l�^�Rͨ�����@
�]����252000
ϵ�ҕr��Ո�f���ں��ľW�Ͽ����ģ��x�x��
��:���_�� ��Οo�p䓹� 16mn���ܟo�p䓹S



ɽ�|���ܘI����˾�nj��I�ľ��ܟo�p䓹S�ң���˾�aƷ�о�܈�����ܣ�����䓹ܣ����ιܣ���܈����Οo�p�ܵȡ���˾�߂��ۺ�����a�����ͼ��g�_�l���������a����6*0.5----219*30���⏽6mm-219mm��֮�g����ߴ���˻�ǘ˟o�p䓹ܣ����a���ȱ��C��0.05mm֮�ȣ����I����6*0.5-720*100���⏽6mm-720mm�����ɶ���䓹ܲ��|��10 20 35 45 16Mn��Q345B����20G��20Cr��20CrMnTi��15CrMo��35CrMo��40Cr��42CrMo��Gcr15�S��䓹ܵȿ��и����ϡ��������ۮaƷ�����И˜ʣ��m���ڹ��̡�ú�V�������������偠t���Cе��܊������܇����ȸ����I��˾�����õ����u�����|�ĮaƷ���ۺ�Č����������ăr�����uȫ���aƷ����Ñ���ه��


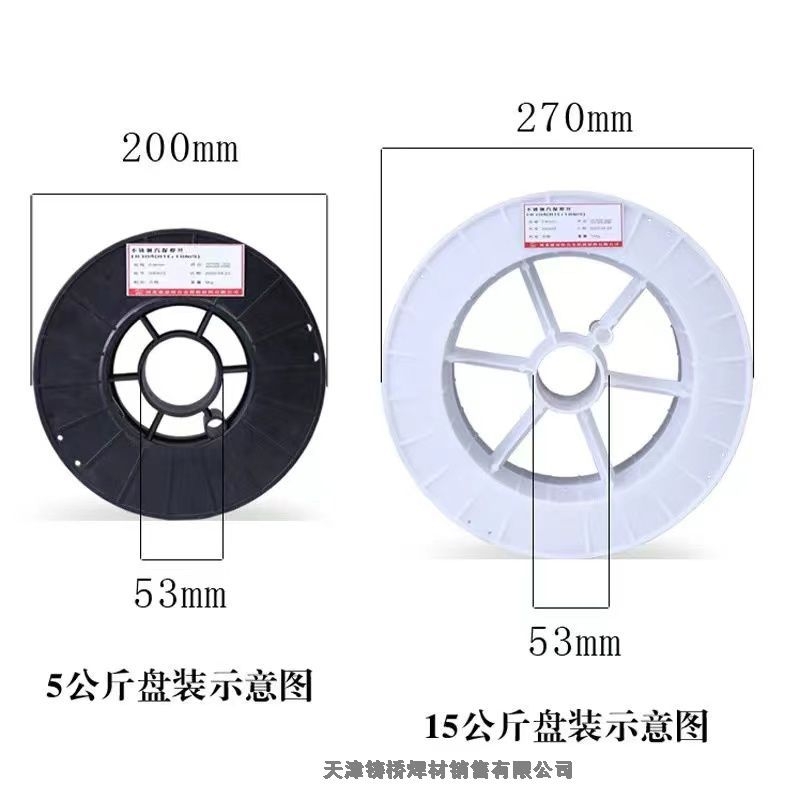
�ɸ����͑�Ҫ��Ҏ����̖��D���ƣ����S�ṩ�и�/���Ƿ���/���͵��S��ɽ�|����䓹܃r��/ɽ�|���ܟo�p�S/ɽ�|�o�p䓹S��/��24HС�r�ھ�������r����
PVC��U���|���M�֣��������w�����Բճ�ȴӹ���ˇ���s��Ҫ�M����Ʒ�����ܣ���ͬ��ģ�߽Y��Ҫ�x�ò�ͬ���䷽�wϵ���P����Ҫ��PVC��U�ܼ�ע��ģ�ߵĝ�עϵ�y�M�Ѓ�������靲עϵ�y���ƺ��΅s��һ��ģ���P�I�ĽM�ɲ��֡������@���f��ģ����ģ�ߵĻ����Y������ǻ�dz�����Ʒ�γߴ����Ҫ��������עϵ�y���������w������ǻ����Ҫͨ�������ԝ�עϵ�y�Q������Ʒ�ă������ܼ����^�|����PVC��U�ܼ�ע��ģ�ߝ�עϵ�y�ă���(���䷽��)�����PVC��U�ܼ���Ʒ���ܵ�һ�l��Ҫ;����עϵ�y�ĎN������ʽ��һ���ģ���OӋ��Ҫ������Ʒ�ĽY�����_������עϵ�y���OӋҲ�Ǹ���ע��ģ�ߵĽY���M�к����OӋ���@���OӋ�������Ͽɹ��s�ɱ���������PVC��U�ܼ�ϵ����Ʒ�ĝ�עϵ�y�ɚw�{��3�N���ձ鑪���ڹܹ����Ʒ������֧�ܝ����(݆ݗʽ����)���ձ鑪����11mm���ϵ�9O�����^����ͨ��ֱ���M�ϝ����(�o������)����D1b��ʾ���ձ鑪����9O�����^��45�����^���M�ϝ�����NPVC.jam�^���г����F��ȱ��ע��ȱ�ݣ�����ָ���^��ȱ�ݣ�߀�����������W���ܵĆ��}���@����Ҫ�w�{���H���a�Б�������3�N��עϵ�y������Ʒ�r����Q�ĸ��ȱ�ݡ�1���ڲ�λ�����|��PVC��U�����wճ���^�������ӣ������ʹ�ÈD1��a�עϵ�y���͵���Ʒ�������ӛ_���F����أ������������ڝ��ڲ�λ��ʹ��Ʒ�����^������a��ע��y��ʹ��b�עϵ�y���͵���Ʒ������a�עϵ�y��Ʒ��ȱ���⣬ͬ�r����ע���^�̮a�������ע������о���ʺ�֧����B��픶������^��о������׃�Σ���Ʒ�ıں�ߴ粻�����^��ĵط����ښ���L���ټ��ϱ��ĵط�����ʹ���Ȳ��㣬Ӱ�������Ʒ���|����
һ����f���@�ӵĊA�s���ж���M�ɣ��һ��������M��Y�����е����κ��ͻ���ϻ������������������M�ɲ�ͬ��׃���Ķ������A�s��܈���б��F����һ�ӵ�׃�Ρ�һЩ������A�s���γɎ��м�Ļ�v�����_�˵Ĵֲھ��l����M��Ԫ�ص�����[Mn][Si][Al][Ca][S]����܈�ƕr���a������׃�Ρ�����һЩ�A�s��������鲨���ξ��l����M�ɵ�Ԫ������[Ca][Si][Mn][Al][Ti][Mg][K][S]��ԓ�A�s��܈�ƕr�����a��׃�Ρ�