

������Q��ɽ�|���ǽ��ٲ�������˾
(li��n)ϵ�ˣ��̾w�M��������
(li��n)ϵ�֙C(j��)��
�̶��Ԓ��
��I(y��)�]�䣺1614157388@qq.com
(li��n)ϵ��ַ��ɽ�|ʡ�ij����_�l(f��)�^(q��)䓲ij�
�]����252874
(li��n)ϵ�ҕr(sh��)��Ո(q��ng)�f���ں��ľW(w��ng)�Ͽ����ģ��x�x��
12Cr1MoVG�o�p䓹ܵķ����r
һ�����ӷ���
�ڸ߉�偠t�Ͻ�ܵ��ĺ��ӕr(sh��)����(du��)����p���|(zh��)��Ҫ���^�ߣ����HҪ�p��������ƽ���oȱ�ݣ�߀Ҫ�p����o������������t��(hu��)Ӱ��O(sh��)��İ�ȫ�\(y��n)�С���ˣ������ֹ��u�O�廡����ף��ֹ�늻��������w��ĺ��ӹ�ˇ������
�������Ӳ����x��
�ֹ��u�O�廡�����z��ER50-6���z�����zֱ����2.5mm��
�ֹ�늻������l��R307��E5515-B2�����l��ֱ����3.2mm����4mm��
������ǰ�A(y��)��
�A(y��)����Ԝp�����p����Ӱ푅^(q��)����s�ٶȣ������ڱ���a(ch��n)����Ӳ�M���������ں��Ӆ^(q��)����ݳ�����ֹ�a(ch��n)�������Ѽy������12Cr1MoV䓵�̼�������Ͻ�Ԫ�صĺ����^�ߣ������x���A(y��)��ضȞ�200~300�棬�A(y��)��^(q��)���Ժ��p�����ģ��ɂ�(c��)���ٞ�100mm��������(g��)�����^���У���(y��ng)�����g�ضȲ������A(y��)��ضȡ�
�ġ����Ӳ���
12Cr1MoVG䓵ĺ��ӣ�����Ҫ��(y��n)����ƺ���Ҏ(gu��)������(sh��)�����Һ��Ӳ�����(du��)���^�|(zh��)���������P(gu��n)��Ҫ��Ӱ푡����Ӳ������E���£�
a.�廡����ף����ܼ�̎��ˮƽ�̶������ӕr(sh��)���ö̻��������M�����c�������洹ֱ�������ښ�⌦(du��)�����۳صı��o(h��)�������ͺ��z�������M��[��(d��ng)�����C�¿ڃɂ�(c��)����ͬ�r(sh��)��Ҫ���ƺ��۳ضȷ�ֹ�a(ch��n)�������ͺ���ȱ�ݡ��ڽ��^��λ��Ҫ�ý�ĥ�C(j��)��ĥ���ӣ�������̎���ջ��Ѽy�͚�Ⱥ���ȱ�������Ȼ���^�m(x��)�������ӡ�
b.늻������r(sh��)����(y��ng)���ö̻����ӣ��ҟ�ݔ���������^���������L�����ӣ����H��(hu��)���F(xi��n)늻�ȼ������(w��n)��������\�������w�R�Ͻ�Ԫ��?z��)��p�ӄ��Ȇ��}���������a(ch��n)��ҧ߅��δ����ȱ�ݣ�ͬ�r(sh��)�՚��е�N 2��O 2���к����w���M(j��n)���۳أ��ں��p���γɚ��ȱ�ݡ����ӕr(sh��)����С�������\(y��n)�l��ʽ�����¿ڃɂ�(c��)Ҫͣ��0.5~1�룬���ӌ��g��횏ص������������l(f��)�F(xi��n)�К�Ⱥ���ȱ�ݕr(sh��)���ý�ĥ�C(j��)������ȱ�ݳ������ջ��r(sh��)��회�������M������a(ch��n)�������Ѽy�������g�Ľ��^��(y��ng)�e(cu��)�_���������دB��
c.늻����w��r(sh��)���������Ҫ�������СЩ����(y��ng)�x�����_�ĺ��l�Ƕȣ��\(y��n)�lҪ����ֹ���¿�߅���a(ch��n)��ҧ߅ȱ�ݡ����p���Ҫ������1~3mm��������^��ʹ���Юa(ch��n)����(y��ng)�����С�
�塢�����̎��
��������M(j��n)��������(y��ng)���ğ�̎�������������w�ӟ���720-760�棬���1~2h��(y��ng)�������ñ��ز��ό����p�ͽ��p�^(q��)���w���أ�ʹ���^������s���Ҝء���̎����Ŀ����������p��Ӱ푅^(q��)���F(xi��n)��Ӳ�M�����������κ��g�ԣ���Ч�p�ٺ��Ӛ�����(y��ng)����ͬ�r(sh��)�����ڔU(ku��)ɢ����ݳ����Ķ��p�����Ѽy�A��

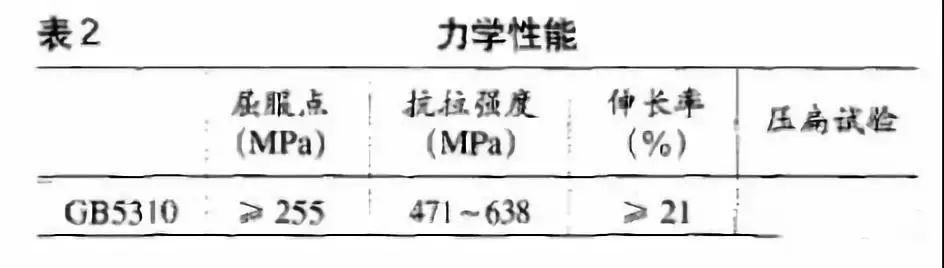
12Cr1MoVG������w�ͺϽ��͟�䓣����䓵�Cr�����^�ߣ���500~550��r(sh��)�����^�ߵğᏊ(qi��ng)�Ժ�ƣ�ڏ�(qi��ng)�ȡ�12Cr1MoVG䓵Ļ��W(xu��)�ɷּ����W(xu��)������Ҋ�±�1�ͱ�2��


 12Cr1MoVG�o�p䓹�Ŀǰ�҇�12Cr1MoVG�o�p䓹����M(f��i)��ռ䓲Ŀ����ı��H��l(f��)�_(d��)���ҵ�һ�룬12Cr1MoVG�o�p䓹�ʹ���I(l��ng)��U(ku��)����ИI(y��)�l(f��)չ�ṩ���V韵Ŀ��g������(j��)�Ї���䓅f(xi��)��(hu��)12Cr1MoVG�o�p䓹ܷ֕�(hu��)���о���δ���҇��߉�12Cr1MoVG�o�p䓹��L�ĵ�����������L���_(d��)10-12%��
12Cr1MoVG�o�p䓹�Ŀǰ�҇�12Cr1MoVG�o�p䓹����M(f��i)��ռ䓲Ŀ����ı��H��l(f��)�_(d��)���ҵ�һ�룬12Cr1MoVG�o�p䓹�ʹ���I(l��ng)��U(ku��)����ИI(y��)�l(f��)չ�ṩ���V韵Ŀ��g������(j��)�Ї���䓅f(xi��)��(hu��)12Cr1MoVG�o�p䓹ܷ֕�(hu��)���о���δ���҇��߉�12Cr1MoVG�o�p䓹��L�ĵ�����������L���_(d��)10-12%��
1. �o�p䓹�
�������칤ˇ��ͬ���ַ֞��܈(�D��)�o�p䓹ܺ����(܈)�o�p䓹܃ɷN�����(܈)���ַ֞�A�ιܺͮ��ι܃ɷN��
a. ��ˇ���̸���
��܈(�D���o�p䓹�):�A�������ӟ�����ס���݁б܈���B܈��D����Ó�ܡ�����(��p��)����s�����ܡ��Cֱ��ˮ��ԇ�(y��n)(��̽��)����(bi��o)ӛ����졣
���(܈)�o�p䓹�:�A�A�������ӟ�����ס����^���˻����ϴ��Ϳ��(��~)����������(��܈)�����ܡ���̎�����Cֱ��ˮ��ԇ�(y��n)(̽��)����(bi��o)ӛ����졣
b.�o�p䓹���������;��ͬ���֞���������Ʒ�N:
GB/T8162-2008(�Y(ji��)��(g��u)�ßo�p䓹�)����Ҫ����һ��Y(ji��)��(g��u)�͙C(j��)е�Y(ji��)��(g��u)����������|(zh��)(��̖(h��o)):̼���20��45̖(h��o)�;�Ͻ��Q345��20Cr��40Cr��20CrMo��30-35CrMo��42CrMo�ȡ�
GB/T8163-2008(ݔ�����w�ßo�p䓹�)����Ҫ���ڹ��̼������O(sh��)����ݔ�����w�ܵ����������|(zh��)(��̖(h��o))��20��Q345�ȡ�
GB3087-2008(���Љ�偠t�ßo�p䓹�)����Ҫ���ڹ��I(y��)偠t������偠tݔ�͵��Љ����w�Ĺܵ����������|(zh��)��10��20̖(h��o)䓡�
GB5310-2008(�߉�偠t�ßo�p䓹�)����Ҫ�����վ�����վ偠t���ߜء��߉���ݔ�����w���估�ܵ����������|(zh��)��20G��12Cr1MoVG��15CrMoG�ȡ�
GB5312-1999(������̼䓺�̼�i䓟o�p䓹�)����Ҫ���ڴ���偠t���^������I��II��(j��)�͉��ܵȡ��������|(zh��)��360��410��460䓼�(j��)�ȡ�
GB6479-2000(�߉������O(sh��)���ßo�p䓹�)����Ҫ���ڻ����O(sh��)����ݔ�ߜظ߉����w�ܵ����������|(zh��)��20��16Mn��12CrMo��12Cr2Mo�ȡ�
GB9948-2006(ʯ���ѻ��ßo�p䓹�)����Ҫ����ʯ��ұ���S��偠t���ύ�Q������ݔ�����w�ܵ�����������|(zh��)��20��12CrMo��1Cr5Mo��1Cr19Ni11Nb�ȡ�
GB18248-2000(��ƿ�ßo�p䓹�)����Ҫ�����������Nȼ?x��)⡢Һ����ƿ����������|(zh��)��37Mn��34Mn2V��35CrMo�ȡ�
GB/T17396-1998(Һ��֧���ß�܈�o�p䓹�)����Ҫ��������ú�VҺ��֧�ܺס������Լ�����Һ���ס�������������|(zh��)��20��45��27SiMn�ȡ�
GB3093-1986(���͙C(j��)�ø߉��o�p䓹�)����Ҫ���ڲ��͙C(j��)����ϵ�y(t��ng)�߉��ܡ���䓹�һ�����ιܣ���������|(zh��)��20A��
GB/T3639-1983(��λ���܈���ܟo�p䓹�)����Ҫ���ڙC(j��)е�Y(ji��)��(g��u)��̼?j��)��O(sh��)���õġ�Ҫ��ߴ羫�ȸߡ�����❍�Ⱥõ�䓹ܡ���������|(zh��)20��45䓵ȡ�
GB/T3094-1986(��Οo�p䓹ܮ���䓹�)����Ҫ�����������N�Y(ji��)��(g��u)�������������|(zh��)�郞(y��u)�|(zh��)̼�ؽY(ji��)��(g��u)䓺͵ͺϽ�Y(ji��)��(g��u)䓡�
GB/T8713-1988(Һ���͚��(d��ng)Ͳ�þ��܃�(n��i)���o�p䓹�)����Ҫ��������Һ���͚��(d��ng)��Ͳ�õľ��о��܃�(n��i)���ߴ����λ���܈�o�p䓹ܡ���������|(zh��)��20��45䓵ȡ�
GB13296-1991(偠t���ύ�Q���ò��P䓟o�p䓹�)����Ҫ���ڻ�����I(y��)��偠t���^�������ύ�Q���������������ܵȡ��õ��ߜء��߉������g��䓹ܡ���������|(zh��)��0Cr18Ni9��1Cr18Ni9Ti��0Cr18Ni12Mo2Ti�ȡ�
GB/T14975-2002(�Y(ji��)��(g��u)�ò��P䓟o�p䓹�)����Ҫ����һ��Y(ji��)��(g��u)(�e�^����b�)�ͻ�����I(y��)�C(j��)е�Y(ji��)��(g��u)�õ��ʹ�⡢�ḯ�g������һ����(qi��ng)�ȵ�䓹ܡ���������|(zh��)��0-3Cr13��0Cr18Ni9��1Cr18Ni9Ti��0Cr18Ni12Mo2Ti�ȡ�
GB/T14976-2002(���wݔ���ò��P䓟o�p䓹�)����Ҫ����ݔ���g�Խ��|(zh��)�Ĺܵ����������|(zh��)��0Cr13��0Cr18Ni9��1Cr18Ni9Ti��0Cr17Ni12Mo2��0Cr18Ni12Mo2Ti�ȡ�
YB/T5035-1993(��܇���S���ßo�p䓹�)����Ҫ����������܇���S�ܼ��(q��)��(d��ng)����S���õă�(y��u)�|(zh��)̼�ؽY(ji��)��(g��u)䓺ͺϽ�Y(ji��)��(g��u)䓟�܈�o�p䓹ܡ���������|(zh��)��45��45Mn2��40Cr��20CrNi3A�ȡ�
API SPEC5CT-1999(�ܺ���Ҏ(gu��)��)��������ʯ�͌W(xu��)��(hu��)(American Petreleum Instiute, ���Q"API")���Ʋ��l(f��)�������������ͨ�á�����: ��:�ɵر������M(j��n)�@����(n��i)�����龮���r�Ĺ��ӣ������֮�gͨ�^�ӹ��B�ӡ���Ҫ���|(zh��)��J55��N80��P110��䓼�(j��)���Լ����丯�g��C90��T95��䓼�(j��)�����䓼�(j��)(J55��N80)�ɞ麸��䓹ܡ���:�ɵر�������܃�(n��i)ֱ���͌ӵĹ��ӣ������֮�gͨ�^�ӹ������w�B�ӡ����������dz��͙C(j��)���͌�ʯ�ͽ�(j��ng)��ݔ�͵����档��Ҫ���|(zh��)��J55��N80��P110���Լ����丯�g��C90�� ����ʯ�͌W(xu��)��(hu��)���Ʋ��l(f��)���ģ����������ͨ�á�
















