������Q���Ϻ����ٺ�������˾
(li��n)ϵ�ˣ��(j��ng)����������
(li��n)ϵ�֙C(j��)��
�̶��Ԓ��
��I(y��)�]�䣺2036310964@qq.com
(li��n)ϵ��ַ���Ϻ��з��t�^(q��)�h(hu��n)����·3111Ū555̖
�]����20000
(li��n)ϵ�ҕr(sh��)��Ո�f���ں��ľW(w��ng)�Ͽ����ģ��x�x��
ER347���P䓺��z
���� GB/T 29713 S347
YB/T 5092 H08Cr20Ni10Nb
AWS A5.9 ER347
ISO 14343-A-G 19 9 Nb
�f��:
AT-ER347���P䓺��z��Ҫ�ɷ���19Cr-11Ni-Nb���鲻�P�TIG���z������SUS308���A(ch��)������Nb��������Ч�������g�ԣ�������߿����縯�g���ܡ�
��;:
AT-ER347���P䓺��z����(y��ng)����ʳƷ�C(j��)е���t(y��)����е������������ʯ�ͻ����Ȉ��ϣ���07Cr19Ni11Ti(SUS 321)��07Cr18Ni11Nb(SUS 347)�����ƳɷֵĊW���w���P䓵ĺ��ӡ�
���z���W(xu��)�ɷ�(%)
|
|
C |
Mn |
Si |
Cr |
Ni |
Mo |
P |
S |
Cu |
Nb |
|
���Cֵ |
��0.080 |
1.00~2.50 |
0.30~0.65 |
19.00~21.50 |
9.00~11.00 |
��0.75 |
��0.030 |
��0.030 |
��0.75 |
10��C-1.00 |
|
��ֵ |
0.052 |
1.81 |
0.51 |
20.01 |
10.10 |
0.01 |
0.021 |
0.008 |
0.12 |
0.59 |
ע�����(xi��ng):
1.���o(h��)���w�����ü�Ar�������������100~200A�r(sh��)9~14L/min�������200~300A�r(sh��)14~18L/min��
2.�u�O����L�ȣ�3~5mm��늻��L�ȣ�1~3mm��
3.�L(f��ng)�������ڡ�1.0m/s�����h�ں��Ӆ^(q��)����ͨ��Ᵽ�o(h��)��
4.�ں����У����Ӿ������Ĵ�Сֱ��Ӱ푺��p���ٵ����W(xu��)���ܼ��������ܵȣ���(y��ng)���Ը����P(gu��n)ע��
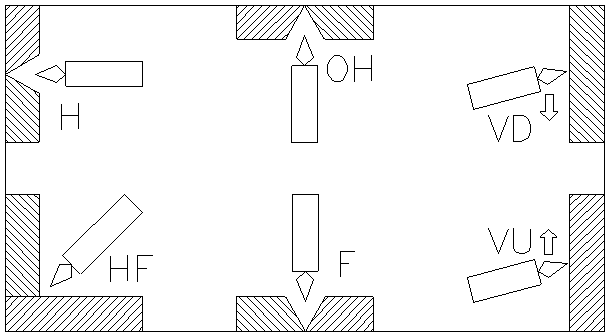
5.�����Ӳ�λ���P�ӡ���⡢���ۡ��҉m�ȴ_��(sh��)������
���Ͻ��h�H���������ھ��w�������ԬF(xi��n)����r���(zh��n)����Ҫ�r(sh��)���M(j��n)�й�ˇ�u���ٴ_�����ӷ�����
�����: