������Q�������y�����Ӳ�������˾
ϵ�ˣ��R������������
ϵ�֙C��
�̶��Ԓ��
��I�]�䣺mingquanhc@163.com
ϵ��ַ��ɽ�|ʡ�����Кv� ^����Ј�8̖
�]����250002
ϵ�ҕr��Ո�f���ں��ľW�Ͽ����ģ��x�x��
UTP 85 FN cast iron
Classifications Graphite-basic coated FeNi stick electrode
EN ISO 1071 AWS A5.15
E C NiFe-1 3 E NiFe-Cl
Characteristics and field of use
UTP 85 FN is suitable for surfacing and joining of all grades of cast iron, particularly nodular
cast iron (GGG 38-60) and for joining these materials with steel and cast steel.
UTP 85 FN has excellent welding properties and a smooth, regular flow, a high deposition
rate and a finely rippled bead appearance. Very economic for construction and production
welding on nodular cast iron parts. High current carrying capacity thank to a bimetallic core
wire.
Typical analysis in %
C Ni Fe
1,2 54,0 balance
Mechanical properties of the weld metal
Yield strength RP0,2 Hardness
MPa HB
approx. 320 approx. 200
Welding instruction
Prior to welding, the casting skin has to be removed from the welding area. Hold the stick
electrode vertically and with a short arc. Apply string beads �C if necessary, with very little
weaving. Peen the deposit after slag removal for the purpose of stress relief. Avoid high
heat concentration.
Welding positions
Current type DC (+) / AC
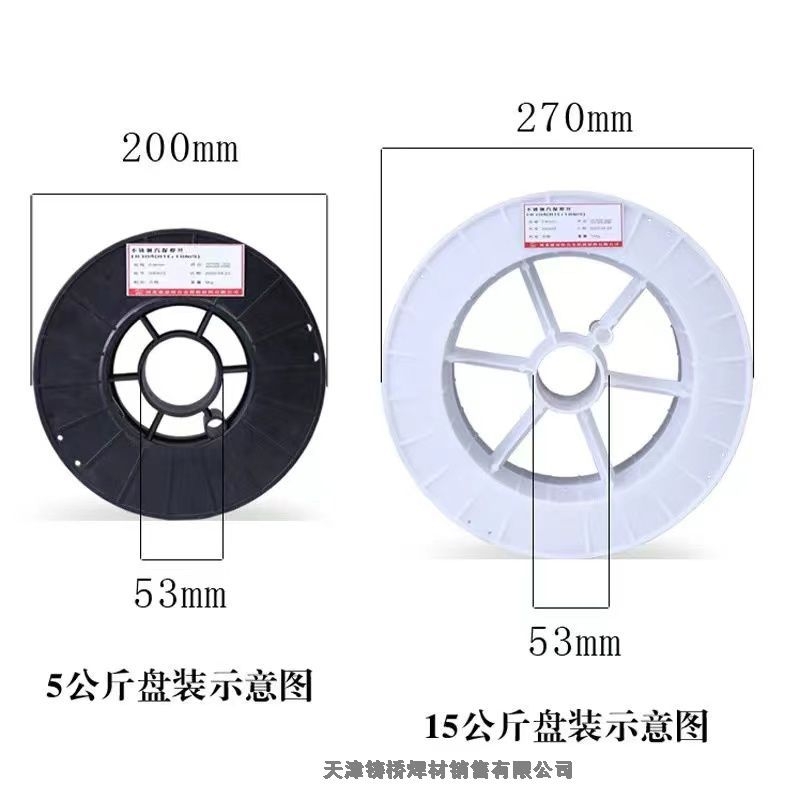
Form of delivery and recommended welding parameters
Electrodes Ø mm x L 2,5 x 300 3,2 x 350 4,0 x 350 5,0 x 400
Amperage 50 �C 70 70 �C 100 100 �C 130 130 �C 160