
�� ��ʽ�ӹ����� SMGϵ�Д�(sh��)������ĥ��")
������Q���~����(sh��)���b�䣨�K�ݣ�����˾
(li��n)ϵ�ˣ�ꐽ�(j��ng)����������
(li��n)ϵ�֙C��
�̶��Ԓ��
��I(y��)�]�䣺136946316@qq.com
(li��n)ϵ��ַ�����Kʡ �K���� �Ї����Kʡ�K���и�� ^(q��)�Ƽ��ǝ�ꖽ�·69̖
�]����00000
(li��n)ϵ�ҕr��Ո�f���ں��ľW(w��ng)�Ͽ����ģ��x�x��

�N���Ԓ��ꐽ�(j��ng)�� 133-8215-0072
SMGϵ�Д�(sh��)������ĥ��
SMGϵ�Д�(sh��)������ĥ����һ�N���͵Ĕ�(sh��)������ĥ������������T�ͽY(ji��)��(g��u)���������ÿ��ͽY(ji��)��(g��u)�����иߏ��ȡ��߄��Ե����c���C����ĥ�^���b�����S�ϣ�������һ���b�A������Ԅ��B�m(x��)����ɱ���ĥ���ӹ����e�m�����С�С����������ļӹ����V����(y��ng)�������y��ĥ����
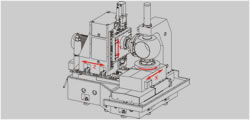

01������(n��i)�ׄ�(chu��ng)�Y(ji��)��(g��u)�O(sh��)Ӌ
�C����(sh��)�ػ��D(zhu��n)�����_�̶��ڻ����ϣ������̶��ڻ��D(zhu��n)�����_��ĥ�^���b�����S�ϣ�ĥ�^���D(zhu��n)�\�Ӽ��Ϲ����_���D(zhu��n)�\�Ӂ�������w��ĥ����
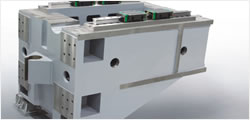
02��T�ͽY(ji��)��(g��u)����
T�ͽY(ji��)��(g��u)���������и߄��ԣ��߷�(w��n)���ԡ�
03������
��ʽ���������и߿�Ť�������ܡ�
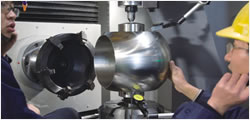
04�����صĹ������b
������ֱ���b�ڹ����_���������w���������׃�κ��S�е�����������ߙC���ӹ����ȣ����L�S�Љ�����
|
���Q |
��λ |
SMG32H |
SMG63H |
SMG100H |
SMG240H |
|
|
�ӹ����� |
�ӹ����w�⏽���� |
mm |
S��75��320 |
S��320��630 |
S��630-1100 |
S��900-2400 |
|
�ӹ����w��(n��i)��ͨ�� |
inch |
2"��8" |
8"��16" |
16"��28" |
24"��64" |
|
|
ɰ݆���S |
늙C���� |
kW |
15 |
15/18.5 |
28 |
80 |
|
�~��Ť�� |
N.m |
96 |
98 |
267 |
1910 |
|
|
���S����D(zhu��n)�� |
rpm |
6000 |
2700 |
1500 |
500 |
|
|
�������S |
늙C���� |
kW |
3.7 |
5.5 |
7.5 |
55 |
|
�~��Ť�� |
N.m |
24 |
36 |
49 |
709.8 |
|
|
���S����D(zhu��n)�� |
rpm |
60 |
30 |
15 |
10 |
|
|
�г� |
Y/Z |
mm |
200/500 |
200/300 |
400/900 |
800/2000 |
|
�����ٶ� |
Y/Z |
m/min |
18/20 |
18/20 |
16/16 |
6/4 |
|
�C������ |
�����(Y/Z) |
mm |
0.008/0.008 |
0.008/0.008 |
0.011/0.016 |
0.020/0.016 |
|
�؏�(f��)��λ����(Y/Z) |
mm |
0.004/0.004 |
0.004/0.004 |
0.006/0.009 |
0.012/0.009 |
|
|
��(sh��)��ϵ�y(t��ng) |
|
SIEMENS 828D/NEWAY FANUC i Series |
SIEMENS 828D/NEWAY FANUC i Series |
SIEMENS 828D |
SIEMENS 828D |
|
|
�C������ |
kg |
6000 |
6500 |
22000 |
85000 |
|














































