�� ���T�ӹ����� PMϵ�����������T�ӹ�����")
������Q���~����(sh��)���b�䣨�K�ݣ�����˾
(li��n)ϵ�ˣ�ꐽ�(j��ng)����������
(li��n)ϵ�֙C��
�̶��Ԓ��
��I(y��)�]�䣺136946316@qq.com
(li��n)ϵ��ַ�����Kʡ �K���� �Ї����Kʡ�K���и�� ^(q��)�Ƽ��ǝ�ꖽ�·69̖
�]����00000
(li��n)ϵ�ҕr��Ո�f���ں��ľW(w��ng)�Ͽ����ģ��x�x��

�N���Ԓ��ꐽ�(j��ng)��133-8215-0072
���C���������T��̶ܹ��������_�ڴ������Ƅ�(X�S),���S���ڻ������Ƅӣ�Z�S���������Bͬ���S���ڙM�����Ƅӣ�Y�S���ĽY(ji��)��(g��u)�����S����÷������Y(ji��)��(g��u)����(j��ng)�ɼ��X݆��׃�٣��M����ٺ�Ť�غ��ٺ㹦��������Ҫ����Ҫ�Լӹ���ɫ����ɫ������С�͏��s����錦���m���ں��ա����졢��܇��܊������Դ����Ϣ��ģ�ߵ��ИI(y��)������ӹ���

|
݆̥ģ > �˽���� |

|
���w > �˽���� |

|
�̶��� > �˽���� |

|
�w�C�C���㲿�� > �˽���� |

|

|
|
|
01���߄������w�Y(ji��)��(g��u)�OӋ �������Y(ji��)��(g��u)��(j��ng)����Ԫ�������ӹ����ȸߣ����ܷ�(w��n)���� |
02�����팧܉ �M�ڝL��ֱ����܉���p��܉���Č�܉�����Y(ji��)��(g��u)�����Ըߣ��ӑB(t��i)���ܺá� |
|

|
|
|
|
03���M����܉ �����T�F���A��܉��������Ť������ѣ����ӌ�܉�L݆ж���b�ã��������Ժã��ӹ����ȷ�(w��n)���� |
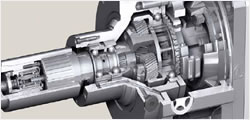
04����׃�� ZF�X݆��������X݆��M�ϽY(ji��)��(g��u)����Ч������Sݔ��Ť�أ��m������������ |
|
| ���Q | ��λ | PM2030HZ | PM2040HZ | PM2050HZ | PM2060HZ | PM2530HZ | PM2540HZ | PM2550HZ | PM2560HZ | PM2580HZ | PM25100HZ | PM3040HZ | PM3060HZ | PM3080HZ | PM30100HZ |
| �����_���� | mm | 2000 | 2500 |
3000 |
|||||||||||
| �����_�L�� | mm | 3000 | 4000 | 5000 | 6000 | 3000 | 4000 | 5000 | 6000 | 8000 | 10000 | 4000 | 6000 | 8000 | 10000 |
| �����_���� | kg | 16000 | 20000 | 23000 | 26000 | 18000 | 22000 | 25000 | 30000 | 35000 | 40000 | 25000 | 35000 | 40000 | 45000 |
| �����_�г̣�X�S�� | mm | 3200 | 4200 | 5200 | 6200 | 3200 | 4200 | 5200 | 6200 | 8500 | 10500 | 4200 | 6200 | 8500 | 10500 |
| �����г̣�Y�S�� | mm |
3200 |
3200 [3700] |
3700 |
4200 |
||||||||||
| �����г̣�Z�S�� | mm |
1000 [800] [1250] |
1000 [1250] |
1000 [1250] |
|||||||||||
| ���S���浽�����_����x | mm |
200��1200 [200��1000] [ 250��1500] |
200��1200 [250��1500] |
200��1200 [250��1500] |
|||||||||||
| ������֮�g���x | mm |
2800 [3200] |
3200 [3300] |
3300[3800] |
3800[4200] |
||||||||||
| ����Ҏ(gu��)�� | - |
BT50 |
BT50 |
BT50 |
|||||||||||
| �D(zhu��n)�ٷ��� | r/min |
40��3500 |
40��3500 |
40��3500 |
|||||||||||
| ���ݔ��Ť�� | N.m |
1120/1320 |
1120/1320 |
1120/1320 |
|||||||||||
| ���S늙C���� | kW |
22/26 |
22/26 |
22/26 |
|||||||||||
| �������� | mm |
420��420 |
420��420 |
420��420 |
|||||||||||
| X��Y��Z�S�����ٶ� | m/min | 15/15/12 | 15/15/12 | 12/15/12 | 12/15/12 | 12/12/12 | 12/12/12 | 12/12/12 | 12/12/12 | 10/12/12 | 8/12/12 | 12/12/12 | 12/12/12 | 10/12/12 | 8/12/12 |
| ���ߔ�(sh��)�� | - |
[24/32/40/60] |
[24/32/40/60] |
[24/32/40/60] |
|||||||||||
| �������ֱ��/�L��/���� | mm/mm/kg |
��105/350/15 |
��105/350/15 |
��105/350/15 |
|||||||||||
| �������ֱ��(�����o���ߣ� | mm |
��200 |
��200 |
��200 |
|||||||||||
| X�S����λ/�؏ͣ� | mm | 0.020/0.012 | 0.025/0.016 | 0.030/0.020 | 0.035/0.024 | 0.020/0.012 | 0.025/0.016 | 0.030/0.020 | 0.035/0.024 | 0.045/0.032 | 0.055/0.040 | 0.025/0.016 | 0.035/0.024 | 0.045/0.032 | 0.055/0.040 |
| Y�S����λ/�؏ͣ� | mm |
0.020/0.012 |
0.025/0.016 |
0.030/0.020 |
|||||||||||
| Z�S����λ/�؏ͣ� | mm |
0.016/0.010[Z�S1250��0.020/0.012] |
0.016/0.010[Z�S1250��0.020/0.012] |
0.016/0.010[Z�S1250��0.020/0.012] |
|||||||||||
| ��(sh��)��ϵ�y(t��ng) | - |
NEWAY FANUC [SIEMENS] |
NEWAY FANUC [SIEMENS] |
NEWAY FANUC [SIEMENS] |
|||||||||||
| �C������ | |||||||||||||||