

������Q���_�����S�rСϼģ������˾
ϵ�ˣ�ꐿ�����
ϵ�֙C��
�̶��Ԓ��
��I�]�䣺422569987@qq.com
ϵ��ַ���㽭�S�r���ǹ��I�^18857609316
�]����318020
ϵ�ҕr��Ո�f���ں��ľW�Ͽ����ģ��x�x��
�ۯBע���ռ{��ģ��/�ɱ�����
���D��ע��ģ��
��ܰ��ʾ������r��ע��ģ����ԃ�ᾀ��18857609316 ꐿ����ᾀ��0576--89881100��
Сϼģ���Џ����OӋ�Fɽ��ܣ��ṩ��Ʒ�����ߣ����S�D�������S�D�������Ԉ�r�_ģ���gӭ������ԃ��r��

|
��̖�� |
��Ҫ���� |
|
ǻ���� |
1��1 |
|
ģ�ܣ� |
LKM, ISM�˜ʣ�HASCO ���տ͑�Ҫ�� |
|
ģ�߲��|�� |
P20, 718H, H13, 2344, 2316, NAK80 |
|
ģ������ϵ�y�� |
������/������ |
|
�OӋܛ���� |
UG; PROE; CAD |
|
���ϲ��|�� |
PP, ABS, HDPE, PC, PVC, PA6, PA66, PET etc. |
|
ģ�߉����� |
500,000��-3,000,000�� |
|
ģ�߳ߴ磺 |
�����aƷ�OӋ |
|
ģ�������� |
�����aƷ�OӋ |
|
��Ʒ�� |
�����aƷ�OӋ |
|
��ͨģ�߽�؛�ڣ� |
35-50�� |
|
��Ҫ����ģ�� |
55-85�� |






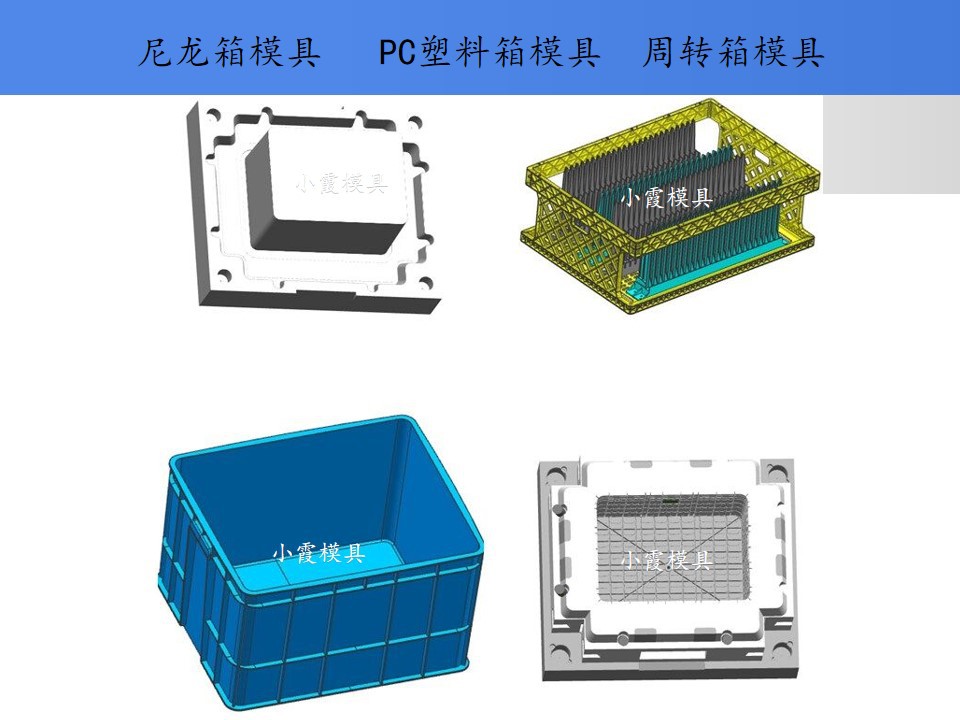
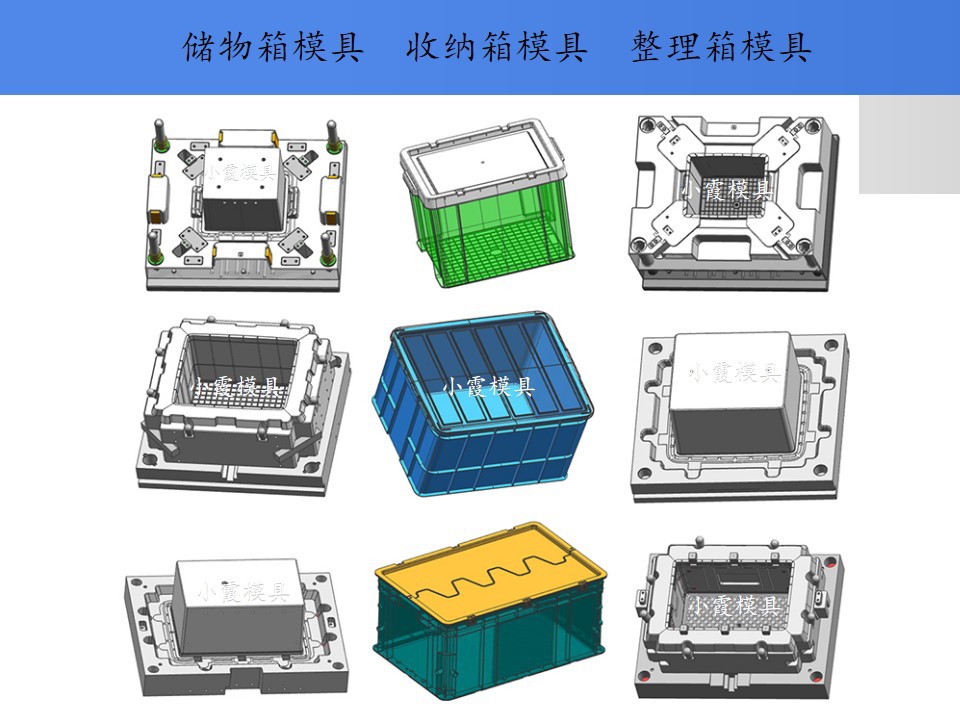
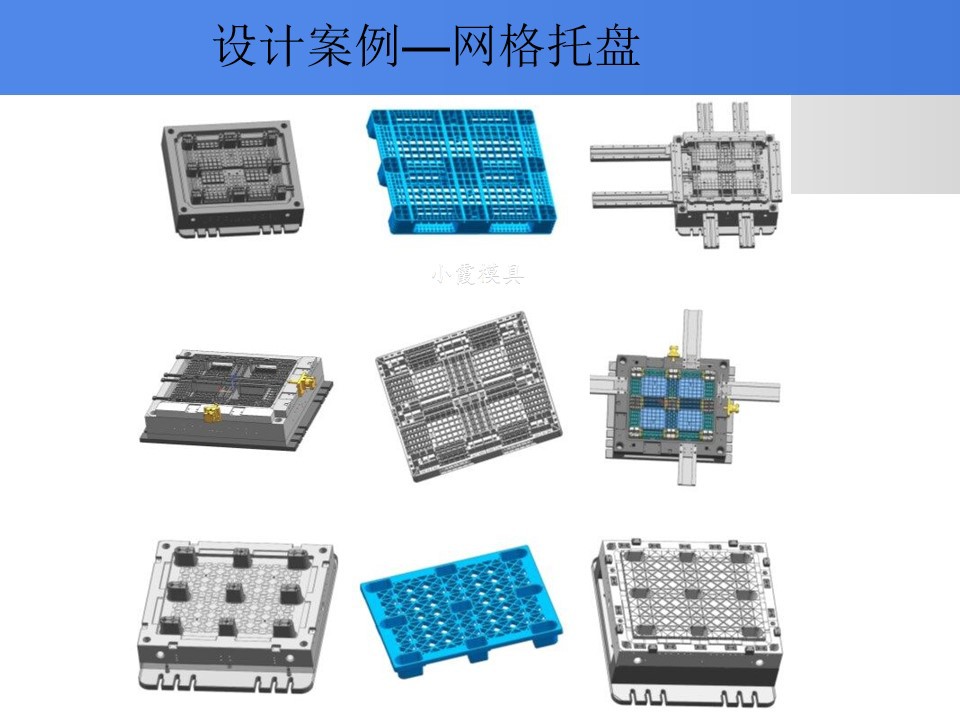

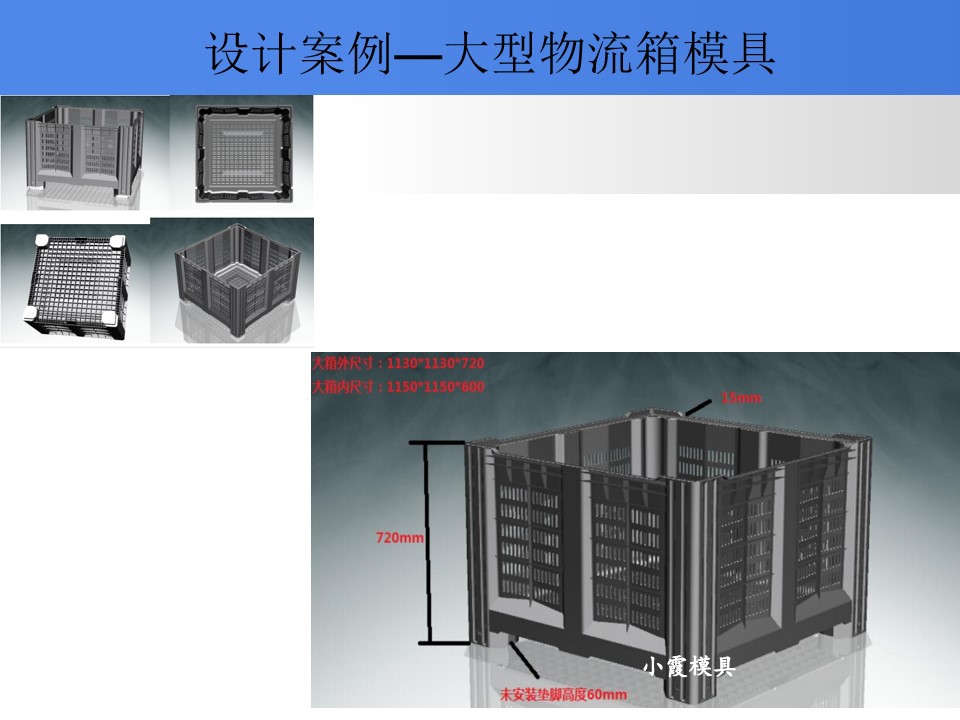
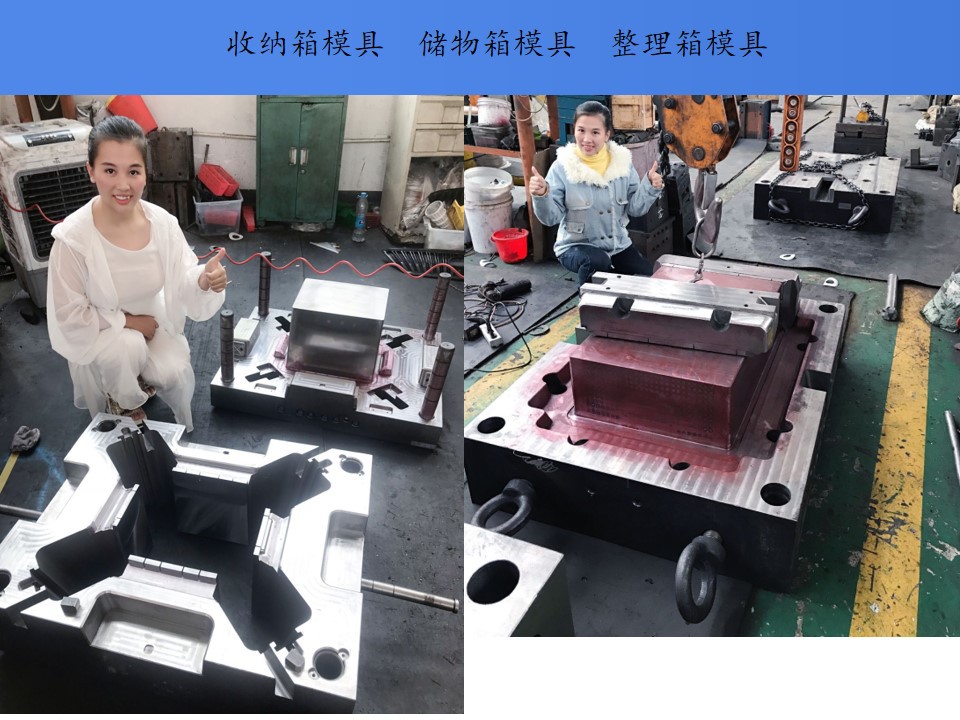





���D��ģ�� ���z��ģ�� �ռ{��ģ�� ������ģ��
�Ї����ϼӹ����I�f�����ϼҾ���Ʒί�T�����ƽ�_������rֵ���YԴ����������څ�ݣ��c���ߞ��飬�c������ͬ�У� ע��ģ�����T֪�R ģ���OӋ���PҪ�� ��ģ�� ��ʹ�aƷ��ģ����ȡ����ģ�߷ֳɹ�ĸģ�ȃɲ��֣��˷ֽ���Q֮���ģ�森���з�ģ���Ś�����ã�����ģ�߾��Ⱥͳ���֮����a��ë߅���Y�����еK�aƷ���^�����ȣ��x���ģ��rע�⣺ ����λ�����@λ�ö�Ӱ푮aƷ���^�� �_ģ�r��ʹ�aƷ������Óģ�C����һ�ȣ�
λ��ģ�ӹ��ͮaƷ��ӹ�����̎�� ����ͬ�S��Ҫ��ߵĮaƷ���M���܌���ǻ�OӋ��ͬһ�ȣ� �����L��о�����]������ڹ�ģ�_ģ������һ��Ҫ�Б�����о�C���M���O�ڹ�ģ�ȣ� һ�㲻���ÈA�����ַ�ģ���@�ӕ�Ӱ푮aƷ���^�� ���������Ժ�����߅֮���ϣ������ò��Ʒ�ʽ���Ϳɷ���ë߅�a���� ���ڸ߶ȸߣ�Óģб��С֮�aƷ����ȡ���g��ģ����ǻ�փ�߅��������Óģ�� ��ʹ�aƷ����ģ����Ó����ģ�����O��Óģб�ȣ����Сҕ�aƷ�Π���ϣ�ģ�߽Y�������澫�Ⱥͼӹ���ʽ��ͬ������һ��飱���������ڲ�Ӱ푮aƷ���^������֮�����£�Óģб���������ã�
�Ÿ��Π�ߴ缰���ͬ���в�ͬ��Óģб�ȣ���ʽ���£� 0.5(A---B)/H =1/12��1/14 A=��˳ߴ� B=С�˳ߴ� H=�߶� �Ÿ���4mm����֮���ϣ�Óģб�Ȟ�1/10����, �Ÿ�����^��mm��б�Ȳ����^�ݼӴ���ĸģ�ȶ����zλ̎��ģ����Ÿ���zλ�Ӵɿ��]�Ӵ�б�ȣ� �ӏ���ɸ�������������׃�Σ������a�����ã� �v�ߣ� 0.5(A-B)/H=1/500��1/200
���ߣ� 0.5(A-B)/H=1/150��1/100 ���� 0.5(���ֱ�� �C С��ֱ��)/�ȣ�1/30��1/20(�������ģ��ͬһ��) ĸģ�ȣ�0.5(���ֱ�� �C С��ֱ��)/�ȣ�1/50��1/30 ��ģ�ȣ�0.5(���ֱ�� �C С��ֱ��)/�ȣ�1/100��1/50 (�������ģ�߃ɂ�) ע: ĸģ��Óģб�ȿ��^��ģ�ȴ�Щ��������Óģ�� �aƷ������ֱ��Ӱ푵��������ں����aЧ�ʣ��������������s�����ݺ͑����a�����OӋģ�ߕr���Q�����ע�⣺
�aƷ�Cе�����Ƿ��֣� �ܷ�����ɢ�_������Óģ�������l�����ѣ� ��������r������ѣ��Ƿ�����ⱡ�a���Y�Ͼ���Ӱ푏��ȣ� �M�������һ�£��Է��s�����ݣ� ��̫���Ƿ�������������K������ һ���aƷ����֮�A����������������߅���ȣ��b���������֮�ã������������ɿsˮ����ۼ��՚���ɳ���M������F���OӋ�rע���c�� ��߶��Բ����^����ֱ��֮�ɱ����ˣ���t����O�ӏ��
��λ�ò���̫�ӽ��D�ǻ�ȱڣ������ڼӹ��� �����x��A�Σ������ڼӹ������������ڵײ��ɸ߳�����0.3��0.5mm�� �ڶ����aƷ�϶��пĴ��ڣ�����Ҫ�����N������ȡ��: �ڮaƷ��ֱ�ӳ��� �ڮaƷ���ȳ����A���ף��ٙC�ӹ���ɣ� ���ͺ��əC�ӹ��@�ף� �OӋ�r�ע�������c�� ���c��֮�g���x횿�2�����ϣ� ���c�aƷ߅��֮���x�����֮3�����ϣ� ��֮��߅��������� ���c�aƷ�ȱ�֮���x�����0.75������
���ڣ�2023-8-4 �x














