öU╔ó║ĖŻ©DFWŻ®╩ŪīóŠo├▄Įėė|Ą─║Ė╝■ų├ė┌šµ┐š╗“ÜŌ¾w▒ŻūoÜŌĘšųąŻ¼▓óį┌ę╗Č©£žČ╚║═ē║┴”Ž┬▒Ż│ųę╗Č╬ĢrķgŻ¼ ╩╣Įėė|Įń├µų«ķgĄ─įŁūėŽÓ╗źöU╔óČ°īŹ¼F(xi©żn)┐╔┐┐▀BĮėĄ─ę╗ĘN╣╠ŽÓ║ĖĮėĘĮĘ©ĪŻ

ĪŠĮ╝¬Ė█Ė▀ĘųūėöU╔ó║ĖõX║ĖÖCĪ┐
01
öU╔ó║ĖįŁ└Ē
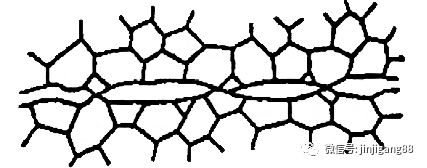
öU╔ó║ĖĢrŻ¼░čā╔éĆ╗“ā╔éĆęį╔ŽĄ─║Ė╝■Šoē║į┌ę╗ŲŻ¼ų├ė┌šµ┐š╗“▒ŻūoÜŌĘšųąŻ¼╝ė¤ßų┴─Ė▓─╚█³cęįŽ┬─│éĆ£žČ╚Ż¼╚╗║¾ī”Ųõ╩®╝ėē║┴”Ż¼╩╣Ųõ▒Ē├µĄ─č§╗»─żŲŲ╦ķĪŻ
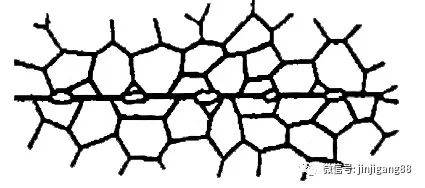
▒Ē├µ╬óė^═╣Ų╠Ä░l(f©Ī)╔·╦▄ąįūāą╬║═Ė▀£ž╚õūāČ°▀_ĄĮŠo├▄Įėė|Ż¼╝ż╗ŅĮń├µįŁūėų«ķgĄ─öU╔óŻ¼į┌╚¶Ė╔╬óąĪģ^(q©▒)ė“│÷¼F(xi©żn)Įń├µķgĄ─ĮY(ji©”)║ŽĪŻ
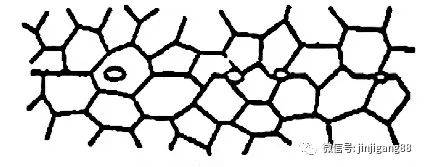
į┘Įø(j©®ng)▀^ę╗Č©ĢrķgĄ─▒Ż£žŻ¼▀@ą®ģ^(q©▒)ė“▀Mę╗▓Į═©▀^įŁūėŽÓ╗źöU╔ó▓╗öÓöU┤¾ĪŻ«öš¹éĆ▀BĮėĮń├µŠ∙ą╬│╔Įī┘µIĮY(ji©”)║ŽĢrŻ¼ät═Ļ│╔┴╦öU╔ó║ĖĮė▀^│╠ĪŻ
02
öU╔ó║Ė▀^│╠
öU╔ó║Ė║Ė┐pĄ─ą╬│╔▀^│╠┐╔Ęų×ķęįŽ┬╚²éĆļAČ╬Ż║
Ą┌ę╗ļAČ╬╩Ūūāą╬║═Į╗Įń├µą╬│╔Įėė|³cŻ©Ū³Ę■║═╚õūāŻ®Ī¬Ī¬╦▄ą╬ūāą╬Ż¼ē║┴”│ų└m(x©┤)Ī¬Ī¬Įėė|├µĘeį÷┤¾Ż¼Š¦┴Žķg▀BĮėŻ╗
Ą┌Č■ļAČ╬╩ŪŠ¦Įń▀węŲŻ¼╬ó┐ūĄ─╩š┐s║═Ž¹│²Ż╗
Ą┌╚²éĆļAČ╬╩Ū¾wĘeöU╔óŻ¼╬ó┐ūŽ¹│²║═Įń├µŽ¹╩¦Ż╗
öU╔ó║ĖĮė▀^│╠Ą─╚²éĆļAČ╬▓óø]ėą├„┤_Ą─ĮńŽ▐Ż¼Č°╩ŪŽÓ╗źĮ╗▓µ▀MąąĄ─Ż¼╔§ų┴ėąŠų▓┐ųž»BŻ¼║▄ļy£╩┤_┤_Č©Ųõķ_╩╝┼cĮKų╣ĢrķgĪŻ
║ĖĮėģ^(q©▒)ė“Įø(j©®ng)╚õūāĪóöU╔óĪóį┘ĮY(ji©”)Š¦Ą╚▀^│╠Č°ūŅĮKą╬│╔╣╠æB(t©żi)ę▒ĮĮY(ji©”)║ŽŻ¼┐╔ęįą╬│╔╣╠╚▄¾w╝░╣▓Š¦¾wŻ¼ėąĢrę▓┐╔─▄╔·│╔Įī┘ķg╗»║Ž╬’Ż¼Å─Č°ą╬│╔┐╔┐┐Ą─öU╔ó║ĖĪŻ
03
öU╔ó║ĖĘųŅÉ
Ė∙ō■(j©┤)▒╗║Ė▓─┴ŽĄ─ĮM║ŽĘĮ╩Į║═╝ėē║ĘĮ╩ĮĄ─▓╗═¼Ż¼öU╔ó║Ė┐╔ęįĘų│╔Ż║═¼ĘN▓─┴ŽĄ─öU╔ó║ĖĪó«ÉĘN▓─┴ŽĄ─öU╔ó║ĖĪó╝ėųąķgīėĄ─öU╔ó║ĖĪó╣╠ŽÓöU╔ó║Ė║═ę║ŽÓöU╔ó║ĖĄ╚ĪŻ
1Īó═¼ĘN▓─┴ŽöU╔ó║Ė
╝ėųąķgīėĄ─ā╔═¼ĘNĮī┘ų▒ĮėĮėė|Ą─öU╔ó║ĖĪŻ▀@ĘNŅÉą═Ą─öU╔ó║ĖŻ¼ę╗░Ńę¬Ū¾┤²║Ė▒Ē├µųŲéõ┘|(zh©¼)┴┐▌^Ė▀Ż¼║ĖĮėĢrę¬Ū¾╩®╝ė▌^┤¾Ą─ē║┴”Ż¼║Ė║¾ĮėŅ^Ą─│╔ĘųĪóĮM┐Ś┼c─Ė▓─╗∙▒Šę╗ų┬ĪŻ
2Īó«ÉĘN▓─┴ŽöU╔ó║Ė
«ÉĘNĮī┘╗“Įī┘┼c╠š┤╔Īó╩»─½Ą╚ĘŪĢ■ī┘Ą─öU╔ó║ĖĪŻ
1Ż®┼“├øŽĄöĄ(sh©┤)▓╗═¼Ī¬ĮY(ji©”)║Ž├µ╔Ž│÷¼F(xi©żn)¤ßæ¬┴”Ż╗
2Ż®ę▒ĮĘ┤æ¬Ī¬Ą═╚█³c╣▓Š¦ĮM┐Ś╗“┤ÓąįĮī┘ķg╗»║Ž╬’Ż╗
3Ż®öU╔ó║ĖŽĄöĄ(sh©┤)▓╗═¼Ī¬ą╬│╔öU╔ó║Ė┐ūČ┤Ż╗
4Ż®ļŖ╗»īWąį─▄▓╗═¼Ī¬│÷¼F(xi©żn)ļŖ╗»īWĖ»╬gŻ╗
3Īó╝ėųąķgīėöU╔ó║Ė
«öė├╔Ž╩÷ā╔ĘNĘĮĘ©ļyęį║ĖĮė╗“ą¦╣¹▌^▓ŅĢrŻ¼┐╔į┌▒╗║Ė▓─┴Žų«ķg╝ė╚ļę╗īėĮī┘╗“║ŽĮŻ©ĘQ×ķųąķgīėŻ®Ż¼▀@śėŠ═┐╔ęį║ĖĮė║▄ČÓļy║ĖĄ─╗“ę▒Į╔Ž▓╗ŽÓ╚▌Ą─«ÉĘN▓─┴ŽŻ¼┐╔ęį║ĖĮė╚█³c║▄Ė▀Ą─═¼ĘN▓─┴ŽĪŻ
4Īó╣╠ŽÓöU╔ó║Ė
║ĖĮė▀^│╠ųą─Ė▓─║═ųąķgīėŠ∙▓╗░l(f©Ī)╔·╚█╗»╗“«a(ch©Żn)╔·ę║ŽÓĄ─öU╔ó║ĖĘĮĘ©ĪŻ
5Īóę║ŽÓöU╔ó║Ė
ųĖį┌öU╔ó║Ė▀^│╠ųąĮė┐pģ^(q©▒)Č╠Ģr│÷¼F(xi©żn)╬ó┴┐ę║ŽÓĄ─öU╔ó║ĖĘĮĘ©Ż¼ėąų·ė┌Ė─╔ŲöU╔ó║Ė▒Ē├µĮėė|ŪķørŻ¼į╩įS╩╣ė├▌^Ą═Ą─öU╔ó║Ėē║┴”ĪŻ
04
öU╔ó║Ėā×(y©Łu)³c
ļSų°öU╔ó║ĖÖC▒╗įĮüĒįĮČÓĄ─┐═æ¶┼¾ėčéā╦∙▀xė├Ż¼─Ū├┤╦³ėą──ą®ā×(y©Łu)³c─žŻ┐┬Ā┬ĀĮ╝¬Ė█╝ę╚╦į§├┤šfŻ║
1ĪóöU╔ó║ĖĢrę“╗∙¾w▓╗▀^¤ßĪó▓╗╚█╗»Ż¼┐╔ęįį┌▓╗ĮĄĄ═║Ė╝■ąį─▄Ą─ŪķørŽ┬║ĖĮėÄū║§╦∙ėąĄ─Įī┘╗“ĘŪĮī┘Ż╗
2ĪóöU╔ó║ĖĮėŅ^┘|(zh©¼)┴┐║├Ż¼Ųõ’@╬óĮM┐Ś║═ąį─▄┼c─Ė▓─ĮėĮ³╗“ŽÓ═¼Ż¼į┌║Ė┐pųą▓╗┤µį┌╚█╗»║Ė╚▒Ž▌Ż¼ę▓▓╗┤µį┌▀^¤ßĮM┐Ś║═¤ßė░ĒæŻ╗
3Īó║Ė╝■Š½Č╚Ė▀Īóūāą╬ąĪŻ╗
4Īó┐╔ęį║ĖĮė┤¾öÓ├µĄ─ĮėŅ^Ż╗
5Īó┐╔ęį║ĖĮėĮY(ji©”)śŗÅ═ļsĪóĮėŅ^▓╗ęūĮėĮ³╝░║±Č╚ŽÓ▓Ņ▌^┤¾Ą─╣ż╝■Ż╗
6Īó┐╔ęįī”ĮMčb╝■ųąÄūéĆĮėŅ^═¼Ģr║ĖĮėĪŻ
05
öU╔ó║Ė╚▒³c
ū÷ūŅš\īŹĄ─║ĖĮė╚╦Ī¬Ž┬├µė╔Į╝¬Ė█Ħ┤¾╝ę┴╦ĮŌŽ┬─┐Ū░öU╔ó║Ė┤µ┤¾Ą─▓╗┐╔║÷ęĢĄ─╚▒³cŻĪ
1Īó║Ė╝■▒Ē├µĄ─ųŲéõ║═čb┼õ┘|(zh©¼)┴┐Ą─ę¬Ū¾▌^Ė▀Ż¼╠žäeī”Įė║Ž▒Ē├µę¬Ū¾ć└Ė±ĪŻ
2Īó║ĖĮė¤ß裣h(hu©ón)ĢrķgķLŻ¼╔·«a(ch©Żn)┬╩Ą═ĪŻ├┐┤╬║ĖĮė┐ņätÄūĘųńŖŻ¼┬²ätÄū╩«ąĪĢrĪŻī”─│ą®Įī┘Ģ■ę²ŲŠ¦┴ŻķL┤¾ĪŻ
3ĪóįOéõę╗┤╬ąį═Č┘Y▌^┤¾Ż¼Ūę║ĖĮė╣ż╝■Ą─│▀┤ń╩▄ĄĮįOéõĄ─Ž▐ųŲŻ¼¤oĘ©▀Mąą▀B└m(x©┤)╩Į┼·┴┐╔·«a(ch©Żn)ĪŻ
4ĪóĮėŅ^▀BĮė┘|(zh©¼)┴┐Ą─¤oōpÖz£y╩ųČ╬╔ą▓╗═Ļ╔ŲĪŻ
06
æ¬ė├ŅIė“
öU╔ó║Ėæ¬ė├ŅIė“Ż║
öU╔ó║Ė╠žäe▀mė├ė┌ę¬Ū¾šµ┐š├▄ĘŌŻ¼ę¬Ū¾ĮėŅ^┼c─Ė▓─Ą╚ÅŖČ╚Ż¼ę¬Ū¾¤oūāą╬Ą─ąĪ┴Ń╝■ĪŻ╦³╩ŪųŲįņšµ┐š├▄ĘŌĪó─═¤ßĪó─═š±║═▓╗ūāą╬ĮėŅ^Ą─╬©ę╗ĘĮĘ©Ż¼ę“┤╦į┌║Į┐š║Į╠ņĪóļŖūė║═║╦╣żśI(y©©)╔·«a(ch©Żn)ųąĄ├ĄĮÅVĘ║Ą─æ¬ė├ĪŻ
į┌ļŖšµ┐šįOéõųąĮī┘┼cĘŪĮī┘Ą─║ĖĮėŻ¼ŪąŽ„ĄČŠ▀ųąė▓┘|(zh©¼)║ŽĮĪó╠š┤╔ĪóĖ▀╦┘õō┼c╠╝õōĄ─║ĖĮėŻ¼Č╝ėą▓╔ė├öU╔ó║ĖĮėĄ─ĘĮĘ©ĪŻ