

WGJ250ą═ę║ē║└õÅØÖCū„śIįŁ└Ēīó╣żūųõō└õÅØÖC╔ŽŻ¼┼c£p╦┘╣╔äėĄ─ØL▌å║¾Ż¼īóē║Šo╩ų▒·▀MĮoµiŠoŻ¼░läėļŖÖCė═▒├ĮMŻ¼ė╔ļŖäėė═▒├▌ö│÷Ą─ ē║ęń┴„ķyŻ©┐╔ę╗Ūąē║┴”Ż®Ż¼▀M╚ļ╝»│╔ēKĄĮļŖ└|ķyŻ¼ėąļŖę║ķy║═äė³cķ_ĻPŻ©³c▀MŻ¼³c═╦Ż®▓┘┐žė═Ėūū„śIŻ¼ū„śIė═Ėū═ŲäėŻ¼īó╣żūųõō┼c╚²éĆų¦ō╬ė╬▌åē║Šo▓ó×ķ░lū„Ū·š█ūāą╬╩ŪĢrķ_Č╦║╦╦ŃŻ¼ė═Ėū═ŲäėĄ─ķLČ╚×ķ10mm-15mm,ķ_ų„ļŖÖC╣╔äė╣żūųõōū„śIŻ¼ųžÅ═▓┘ū„Ż¼ĄĮ▀_╦∙ąĶ═Żų╣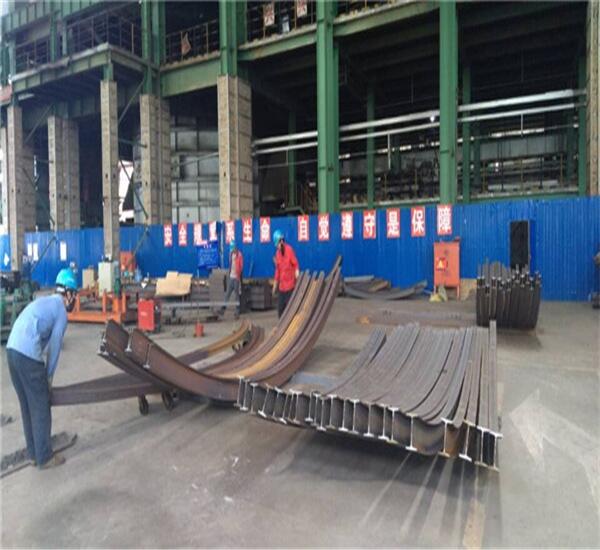
╣żūųõōÅØ╣░ÖCĄ─ ³c╝░ė├═ŠĮYśŗĮM│╔ę║ē║└õÅØ╣®ÖCė╔ā╔╠ūų„ļŖÖC╝░£p╦┘Ų„ĮMŻ¼ØL▌åŻ¼▒╗äėØL▌å╝░ė═▒├ļŖÖCŻ¼²X▌å▒├Ż¼ęń┴„ķyŻ¼ļŖ┤┼▐DŽ“ķy╣żū„ø]ĖūĮM│╔Ą─ę║ē║╣żū„šŠĄ╚▓┐╝■ĮM│╔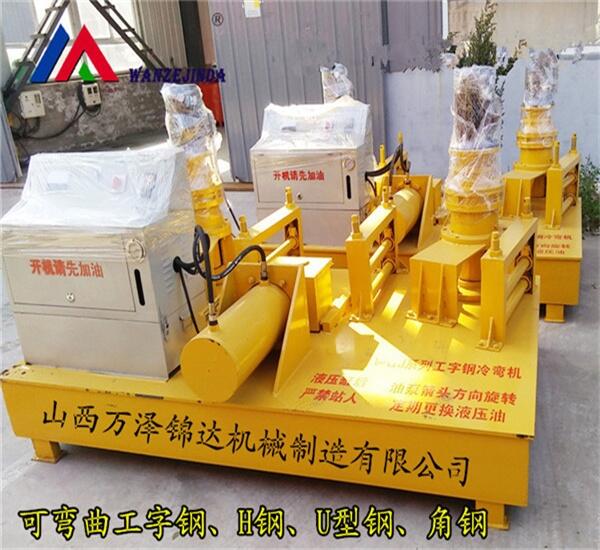
Ū·š█¾wŽĄūįäėØL▌åŻ¼ØL▌å▀xė├ äe┘Y┴ŽŻ¼Įø╚½¾w¤ß╠Ä└ĒŻ¼Ž„£pė╬▌å─źōpŻ¼ī”╣ż╝■¤oäØé¹Ż¼╩╣ė├ē█├³ ķLŻ¼ WGJ250ą═ę║ē║└õÅØÖCĄ─ę║ē║¾wŽĄ▀xė├ Ž╚ę║ē║į¬╝■Ż¼╝░Ųõ╣▓═¼Ą─ę║ē║¾wŽĄ├Ķ└LŻ¼┴╦Ēö│÷Ę┤ÅŚįOéõŻ¼╩╣Ą├Ēö│÷─▄Ż¼čė╔ņ╩╣ė├ē█├³Ż¼Ę└ų╣│Ż│Żą▐└Ē
ų„ę¬╝╝ągģóöĄŻ║ą═▓─ęÄĖ± 14-32╣żūųõō ąĪÅØŪ·░ļÅĮ Ī▌2mė═Ėū═Ų└Ł╦┘Č╚ 8-15mm/sec▌å▐D╦┘ 7-10r/min ę║ē║äė┴” 25mpa┐é╣”┬╩ 11.9kwš¹ÖC 2380kg