
ąį─▄┼c ³cŻ║ļŖäėÖCäė┴”įōÖC▓╔ė├═¼▓Į┐žųŲ╝╝ągŻ¼Ęų┐ž║ĖĮė┼c║ĖĮėĢrķgŠ∙ė╔PLCöĄūųŠÄ│╠┐žųŲŻ¼▌ö╚ļ├µ░Õ×ķŲ┴╗“░┤µIā╔ĘNŻ¼▓┘ū„ ╝ėųŪ─▄╗»Īó║Ž└Ē╗»Ż¼▓óŪęŠ▀ėąę╗┤╬ē║ŠoŻ¼Ęų┤╬║ĖĮėĄ─ ³cŻ¼įōÖC║ĖĮėäė┴”×ķļŖäėŻ¼▓╔ė├▓Į▀MļŖÖC┴ŽČĘŻ¼ųŲäėļŖÖC“īäėąĪ▄ć╦═ĮøŻ¼▓Į▀MļŖÖC“īäėąĪ▄ć└ŁŠWĪŻĮøĮz┼cŠĢĮzŠ∙ė╔│Cų▒ÖC│Cų▒ŪąöÓĪŻ
ų¦ūoõōĮŅŠW║ĖŠWÖCĮķĮBŻ║õōĮŅŠW┼┼║ĖÖCļŖäėÖCäė┴”Ż¼▓╔ė├═¼▓Į┐žųŲ╝╝ągŻ¼Ęų┐ž║ĖĮė┼c║ĖĮėĢrķgŠ∙ė╔öĄūųŠÄ│╠┐žųŲŻ¼▌ö╚ļ├µ░Õ×ķŲ┴╗“░┤µIā╔ĘNŻ¼▓┘ū„ ╝ėųŪ─▄╗»Īó║Ž└Ē╗»Ż¼▓óŪęŠ▀ėąę╗┤╬ē║ŠoŻ¼Ęų┤╬║ĖĮėĄ─ ³cŻ¼║ĖĮėäė┴”×ķļŖäėŻ¼▓╔ė├▓Į▀MļŖÖC┴ŽČĘŻ¼ųŲäėļŖÖC“īäėąĪ▄ć╦═ĮøŻ¼▓Į▀MļŖÖC“īäėąĪ▄ć└ŁŠWĪŻĮøĮz┼cŠĢĮzŠ∙ė╔ąŻų▒ÖCąŻų▒ŪąöÓŻ¼žQĮz╚╦╣żö[Ę┼Ż¼ÖMĮzūįäė┬õĮzĪŻ
įOėŗ└Ē─Ņęį ╦┘Īó Īó ą¦┬╩ĪóĄ═│╔▒ŠĪó▓┘ū„║åęūĪóĘĮ▒Ń×ķĪŻ1Īó«aŲĘ├¹ĘQŻ║õōĮŅŠWŲ¼2Īó«aŲĘęÄĖ±Ż║000mm*2000mm õōĮŅ”Ą5mm-8mm3Īó║ĖĮė╣ż╦ćŻ║ļŖūĶ┼┼║Ė╣ż╦ćŻ¼├┐┤╬║ĖĮėę╗ŚlÖMĮz┼c2-3Śl┐vĮzĄ─Į╗▓µ║Ė³cŻ╗4Īó╦═┴ŽŻ║╚╦╣żį┌┴Ž╝▄╔Ž┼┼║├┴ŽŻ¼╦┼Ę■ļŖÖC═©▀^£p╦┘Ų„╝░═¼▓ĮĦūįäė═Ųäė┴Ž╝▄║ĖĮėŻ╗5Īó▒Ē├µę¬Ū¾Ż║║Ė║¾▒Ē├µŲĮš¹Ż¼┤╠Ż¼┬įėą║Ė║█Ż╗6Īó║ĖĮėÅŖČ╚Ż║║Ė³c└╬╣╠Ż¼2-3├ū ┐š╦żŽ┬║Ė³c▓╗├ō┬õŻ╗7Īó║Ė³cŲ½▓ŅŻ║║Ė³c╬╗ų├Ų½▓ŅĪ▄2mmŻ╗8Īó╣®ļŖļŖį┤Ż║3ŽÓ380VĪó00KVAŻ╗9Īó«a─▄ŅA╦ŃŻ║ļpŅ^ļp┴Ž╝▄Ż¼╔Ž┴ŽŽ┬┴ŽĢrķg25├ļĪó0┼┼║ĖĮėĢrķg35├ļŻ¼ŅAėŗå╬Ņ^╔·«a╦┘Č╚60├ļ/╝■/╚╦Ż¼ļpŅ^Ą─╔·«a╦┘Č╚×ķ60├ļ/2╝■/2╚╦ĪŻ╚šÅS┴┐Ż©8ąĪĢr×ķ£╩Ż®Ż¼╝s960╝■Ż╗10Īó╣ż╝■│▀┤ń Č╚ę¬Ū¾Ż║ę¬Ū¾╣ż╝■Ę¹║ŽłD╝łę¬Ū¾Ż¼═Ōė^ę╗ų┬Ż╗11ĪóįOéõ═Ōą═Ņü╔½Ż║╠ņ╦{╔½ ╗ę╔½ ╝t╔½ ╗“░┤┐═æ¶║Ž═¼Č©ųŲĪŻ
ąį─▄ ³cįōą═ÖC╩Ū╬ę╣½╦Šį┌╬³╩š ā╚═Ō Ą─ÖCļŖ┐žųŲļŖūĶ║Ė╝╝ągĄ─╗∙ĄA╔ŽŻ¼ūįąąčąųŲ│╔╣”Ą─ę╗ĘNūįäė║ĖĮėįOéõĪŻ╬ę╣½╦ŠčąųŲĄ─┤╦ÖCŠ▀ėąęįŽ┬ ³cŻ║1. ├┐ę╗ĮMūāē║Ų„Č╝ė╔å╬¬ÜĄ─╬óļŖ─X┐žųŲŻ¼ę╗┤╬╝ėē║Ż¼ČÓ┤╬║ĖĮėŻ¼╩╣║ĖĮė └╬┐┐Ż¼ Īó ┐ņĮ▌Īó ╝ėųŪ─▄╗»ĪŻ2. ║ĖĮėļŖ Ņ^▓╔ė├ ŃtõåŃ~▓─┴ŽųŲū„Ż¼╩╣ė├ē█├³ķLŻ¼┴╦╔·«a│╔▒ŠĪŻ3. į÷ÅŖįOėŗĄ─ūāē║Ų„Ż©ōĒėą Ż®Ż¼┐╔ęį ╦┘▀B└m║ĖĮė┤¾╠¢ų▒ÅĮõōĮzę¬Ū¾Ż¼Č°Ūęø]ėąķ_║ĖĪó┬®║Ė¼FŽ¾ĪŻ4. ūāē║Ų„ļŖ ▓╔ė├裣h╦«└õģsŻ¼┴╦╩╣ė├ē█├³Ż¼┴╦╣╩šŽ┬╩5. ×ķ┴╦▀mæ¬ė├æ¶ų„ļŖ┴”ūāē║Ų„Ą─╚▌┴┐║═£pąĪļŖ┴„ø_ō¶Ż¼║ĖĮėļŖ┴”ļŖūė┐žųŲ▓╔ė├┴╦ę╗┤╬║ĖĮėĘų┐ž╦═ļŖĄ─Ż¼╝┤į┌║ĖĮė═¼ę╗┼┼ŠĢĮzĢrŻ¼īó║ĖĮėūāē║Ų„Ęųķ_╣żū„ĪŻ6. ▓╔ė├PLCŠÄ│╠┐žųŲŻ¼╚╦ąį╗»Ą─▓┘ū„Įń├µŻ¼ęūė┌▓┘ū„╝░ĪŻ7. ▓╔ė├PLC┐žųŲ╦┼Ę■ļŖÖC└ŁŠWčbų├Ż¼╩╣└ŁŠW│▀┤ń ╝ėĪó£╩┤_ĪŻ8. ŠWŲ¼ęÄĖ±▓╔ė├ę║Š¦Ų┴Ż¼╦∙ėą║ĖĮėģóöĄĪó╔·«aöĄō■įOČ©ĘĮ▒ŃĪó┐ņĮ▌ĪŻ9. ŠĢĮz┬õ┴ŽÖCśŗĮYśŗ ĘfŻ¼▓╔ė├ÜŌäė“īäėūįäė┬õ┴ŽŻ¼╩╣ŠĢĮzĘ┼ų├ ╝ė£╩┤_Ż¼įōÖCśŗĮYśŗŠo£ÉŻ¼▓╝Šų║Ž└ĒĪŻ10. ║ĖĮėŠWĖ±ŲĘĘNČÓśė╗»ĪŻĮøŽ“ŠWĖ±┐╔ŽÓĻPĄ─┴Ń▓┐╝■Ż¼ŠĢŽ“ŠWĖ±╬óļŖ─X┐žųŲŻ¼┐╔įOų├ČÓĘN▓╗═¼Ą─Ż¼11. ╚½│╠▓┘ū„ų╗ąĶ-2╚╦Ż¼²łķT║ĖŠWÖC ┤¾│╠Č╚╔Ž┴╦╚╦┴”│╔▒ŠĪŻ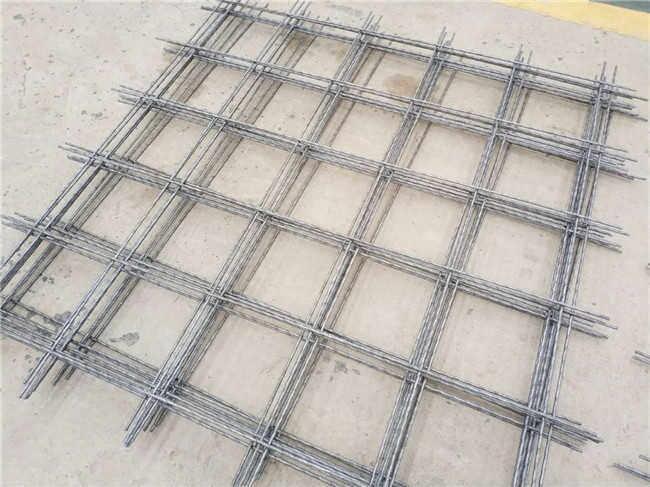
ÖCą═├¹ĘQŻ║õō░╩Ų¼║ĖŠWÖCŻ¼õō░╩ŠW┼┼║ĖÖCŻ¼õō░╩ŠWŲ¼║ĖĮėÖC▓┘┐žŻ║┐žųŲ├µ░ÕŻ©öĄ┐žŻ®äė┴”Ż║ļŖäėÖCÖCą═ė├═ŠŻ║╠µ┤·ų±░╩Ų¼Ż¼ė├ė┌Į©ų■─_╩ų╝▄ĪŻõō░╩ŠW║ĖÖC▓╔ė├öĄ┐ž═¼▓Į┐žųŲ╝╝ągŻ¼║ĖĮėĢrķg┼cĘų┐ž║ĖĮėĢrķgŠ∙ė╔PLCöĄūųŠÄ│╠ĮM│╔Ż¼▌ö╚ļ├µ░Õ×ķŲ┴╗“µI▒Pā╔ĘNŻ¼▓┘ū„ ╝ėųŪ─▄╗»Ż¼║Ž└Ē╗»ĪŻįōįOéõŠ▀ėąąį─▄Ż¼║Ė³c└╬╣╠Ż¼║ĖĮė│▀┤ń ┤_╝░║ĖĮėŠWŲ¼ĮøŠĆÅØŪ·ę╗ų┬Ą─ ³cĪŻįō║ĖŠWÖCęįūāŅlļŖÖC×ķų„ę¬äė┴”Ż¼ÖCąĄŲ½ą─▌å║═ÅŚ╗╔╝ėē║Ż¼į┌╔ŽŽ┬ļŖÖCē║Šo║ĖĮėĢrūāŅlŲ„ęį┴Ń╦┘▀\▐D▓óŪęęį50%Ą─║Ń┴”Šž▒Ż│ųŻ¼ęį ║ĖĮėĢrī”õōĮŅĄ─ē║┴”ĪŻ└ŁŠWĪó╦═┴Ž▓┐Ęų▓╔ė├╦┼Ę■ļŖÖC╝ė ├▄£p╦┘ÖCį┌õüėąų▒ŠĆī¦▄ē║═²XŚl▄ēĄ└╔Ž═∙ĘĄ▀\äėĪŻPLC╝»ųą┐žųŲŲ┴×ķ╚╦ÖCĮ╗┴„Įń├µŻ¼ĘĮ▒Ńė├æ¶Ė„ĘNöĄō■ĪŻįō║ĖŠWÖCĮøØ·īŹė├Ż¼║¾Ų┌│╔▒ŠĄ═Ż¼╔Ņ╩▄ÅV┤¾┐═æ¶║├įuĪŻ