

ĪŠėčš\╣▄śI(y©©) ┘ZĮø(j©®ng)└ĒŻ║18713773377Ī┐
╬ę╣½╦Š×ķ─·▐D(zhu©Żn)▌dą┬┬ä┘YėŹŻ║
10į┬├║╠┐▀M(j©¼n)┐┌┴┐äō(chu©żng)4─Ļ░ļą┬Ą═
Į³╚š║ŻĻP(gu©Īn)┐é╩░l(f©Ī)▓╝Ą─▀M(j©¼n)┐┌├║öĄ(sh©┤)ō■(j©┤)’@╩ŠŻ¼2015─Ļ10į┬ųąć°▀M(j©¼n)┐┌├║╝░║ų├║1396╚f揯¼Łh(hu©ón)▒╚9į┬Ž┬ĮĄ381╚f揯¼ĮĄĘ∙21.4%Ż¼ät═¼▒╚Ž┬ĮĄ617╚f揯¼ĮĄĘ∙30.6%Ż╗2015─Ļ1-10į┬└█ėŗ▀M(j©¼n)┐┌├║╝░║ų├║17031╚f揯¼═¼▒╚£p╔┘29.9%ĪŻČ°10į┬├║╠┐▀M(j©¼n)┐┌┴┐1396╚f揯¼äō(chu©żng)Ž┬┴╦ūį2011─Ļ4į┬ęįüĒå╬į┬├║╠┐▀M(j©¼n)┐┌┴┐Ą─ą┬Ą═ĪŻĘų╬÷ĤšJ(r©©n)×ķŻ¼10į┬ųąć°├║╠┐▀M(j©¼n)┐┌┴┐äō(chu©żng)4─Ļ░ļęįüĒą┬Ą═Ż¼ų„ę¬įŁę“░³└©╚╦├±Ä┼ģR┬╩å¢Ņ}Īó▀M(j©¼n)┐┌├║ārĖ±Ą╣ÆņĪóŽ┬ė╬ąĶŪ¾Ž┬ĮĄĄ╚ĪŻ
 ų▒┐põō╣▄
ų▒┐põō╣▄
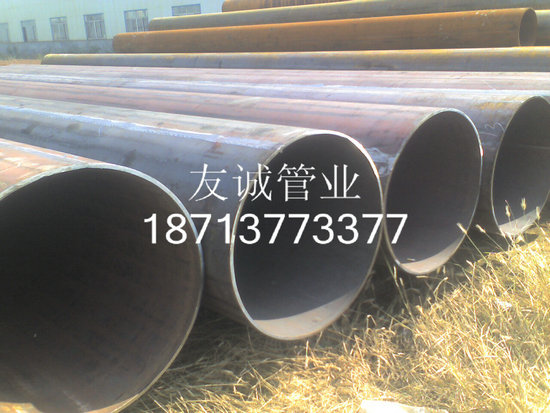
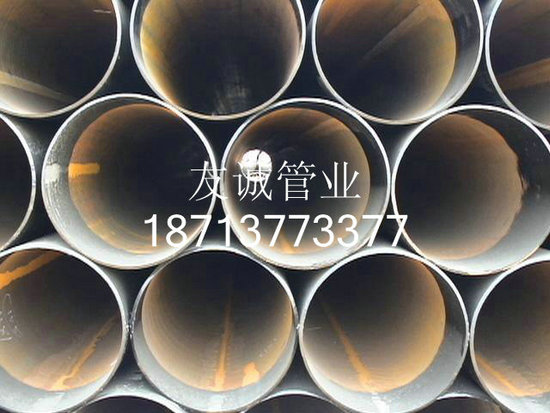
ų▒┐põō╣▄╩Ū║Ė┐p┼cõō╣▄┐vŽ“ŲĮąąĄ─õō╣▄ĪŻ═©│ŻĘų×ķ╣½ųŲļŖ║Ėõō╣▄ĪóļŖ║Ė▒Ī▒┌╣▄Īóūāē║Ų„└õģsė═╣▄Ą╚Ą╚ĪŻų▒┐p║Ė╣▄╔·«a(ch©Żn)╣ż╦ć║åå╬Ż¼╔·«a(ch©Żn)ą¦┬╩Ė▀Ż¼│╔▒ŠĄ═Ż¼░l(f©Ī)š╣▌^┐ņĪŻ
┬▌ą²║Ė╣▄Ą─ÅŖ(qi©óng)Č╚ę╗░Ń▒╚ų▒┐p║Ė╣▄Ė▀Ż¼─▄ė├▌^šŁĄ─┼„┴Ž╔·«a(ch©Żn)╣▄ÅĮ▌^┤¾Ą─║Ė╣▄Ż¼▀Ć┐╔ęįė├═¼śėīÆČ╚Ą─┼„┴Ž╔·«a(ch©Żn)╣▄ÅĮ▓╗═¼Ą─║Ė╣▄ĪŻĄ½╩Ū┼cŽÓ═¼ķLČ╚Ą─ų▒┐p╣▄ŽÓ▒╚Ż¼║Ė┐pķLČ╚į÷╝ė30~100%Ż¼Č°Ūę╔·«a(ch©Żn)╦┘Č╚▌^Ą═ĪŻ
ų▒┐põō╣▄╩Ū║Ė┐p┼cõō╣▄┐vŽ“ŲĮąąĄ─õō╣▄ĪŻ═©│ŻĘų×ķ╣½ųŲļŖ║Ėõō╣▄ĪóļŖ║Ė▒Ī▒┌╣▄Īóūāē║Ų„└õģsė═╣▄Ą╚Ą╚ĪŻų▒┐p║Ė╣▄╔·«a(ch©Żn)╣ż╦ć║åå╬Ż¼╔·«a(ch©Żn)ą¦┬╩Ė▀Ż¼│╔▒ŠĄ═Ż¼░l(f©Ī)š╣▌^┐ņĪŻ┬▌ą²║Ė╣▄Ą─ÅŖ(qi©óng)Č╚ę╗░Ń▒╚ų▒┐p║Ė╣▄Ė▀Ż¼─▄ė├▌^šŁĄ─┼„┴Ž╔·«a(ch©Żn)╣▄ÅĮ▌^┤¾Ą─║Ė╣▄Ż¼▀Ć┐╔ęįė├═¼śėīÆČ╚Ą─┼„┴Ž╔·«a(ch©Żn)╣▄ÅĮ▓╗═¼Ą─║Ė╣▄ĪŻĄ½╩Ū┼cŽÓ═¼ķLČ╚Ą─ų▒┐p╣▄ŽÓ▒╚Ż¼║Ė┐pķLČ╚į÷╝ė30~100%Ż¼Č°Ūę╔·«a(ch©Żn)╦┘Č╚▌^Ą═ĪŻ
║åĮķ
ų▒┐põō╣▄ėó╬─Ż©Straightsteel pipeŻ®Ż¼ę╗░Ń║Ė╣▄Ż║ę╗░Ń║Ė╣▄ė├üĒ▌ö╦═Ą═ē║┴„¾wĪŻė├Q195ĪóQ215AĪóQ235AõōĪóQ235BŲš╠╝ųŲįņ ĪŻę▓┐╔▓╔ė├ęūė┌║ĖĮė0317ś╦(bi©Īo)£╩(zh©│n)ą═╠¢6012╝░õō─Ė755▄øõō╣▓═¼ųŲįņĪŻõō╣▄ę¬▀M(j©¼n)ąą╦«ē║ĪóÅØŪ·Īóē║▒ŌĄ╚īŹ“ׯ¼ī”▒Ē├µ┘|(zh©¼)┴┐ėąę╗Č©ę¬Ū¾Ż¼═©│ŻĮ╗žøķLČ╚×ķ4-10mŻ¼│Żę¬Ū¾Č©│▀Ż©╗“▒Č│▀Ż®Į╗žøĪŻ║Ė╣▄Ą─ęÄ(gu©®)Ė±ė├╣½ĘQ┐┌ÅĮ▒Ē╩ŠŻ©║┴├ū╗“ėó┤ńŻ®╣½ĘQ┐┌ÅĮ┼cīŹļH▓╗═¼Ż¼║Ė╣▄░┤ęÄ(gu©®)Č©▒┌║±ėąŲš═©õō╣▄║═╝ė║±õō╣▄ā╔ĘNŻ¼õō╣▄░┤╣▄Č╦ą╬╩ĮėųĘųĦ┬▌╝y║═▓╗Ħ┬▌╝yā╔ĘNĪŻ
┬±╗Ī║Ėų▒┐põō╣▄▓╔ė├Ą─║ĖĮė╣ż╦ć×ķ┬±╗Ī║Ė╝╝ąg(sh©┤)Ż¼▓╔ė├╠Ņ│õ╬’║ĖĮėŻ¼Ņw┴Ż▒Żūo(h©┤)║Ėä®┬±╗ĪĪŻ╔·«a(ch©Żn)Ą─┐┌ÅĮ┐╔ęį▀_(d©ó)ĄĮ1500mm,LSAW╩Ū┬±╗Ī║Ėų▒┐põō╣▄Ą─ėó╬─║åĘQŻ¼┬±╗Ī║Ėų▒┐põō╣▄Ą─╔·«a(ch©Żn)╣ż╦ćėąJCOE│╔ą═╝╝ąg(sh©┤)ĪóŠĒųŲ│╔ą═┬±╗Ī║Ė╝╝ąg(sh©┤)ĪŻ«ö(d©Īng)┐┌ÅĮ▌^┤¾Ģr┐╔─▄ė├ā╔ēKõō░Õ▀M(j©¼n)ąąŠĒųŲŻ¼▀@śėĢ■ą╬│╔ļp║Ė┐pĄ─¼F(xi©żn)Ž¾ĪŻ┐╔ęįł╠(zh©¬)ąąĄ─ś╦(bi©Īo)£╩(zh©│n)GB/T3091-2008Ą═ē║┴„¾wõō╣▄╔·«a(ch©Żn)ś╦(bi©Īo)£╩(zh©│n)Ż¼GB/T9711.1-2 -1997╩»ė═╠ņ╚╗ÜŌõō╣▄╔·«a(ch©Żn)╩╣ė├ś╦(bi©Īo)£╩(zh©│n)Ż¼▀Ć┐╔ęįł╠(zh©¬)ąą├└ć°API 5L ╣▄ŠĆõō╣▄ł╠(zh©¬)ąąś╦(bi©Īo)£╩(zh©│n)ĪŻ╔·«a(ch©Żn)▓─┘|(zh©¼)Ż║Q195A-Q345EŻ╗245RŻ╗Q345QA-DŻ╗L245-L485Ż╗X42-X70ĪŻ│ąē║ģóöĄ(sh©┤)ų„ę¬ėą2ST/T Ż¼S×ķŪ³Ę■ÅŖ(qi©óng)Č╚Ż¼T×ķ▒┌║±ĪŻ┬±╗Ī║ĖęčĮø(j©®ng)░l(f©Ī)š╣│╔×ķŻ¼ėąļpĮz┬±╗Ī║ĖŻ¼▀ĆėąČÓĮz┬±╗Ī║ĖŻ¼ą¦┬╩Ė³▀M(j©¼n)ę╗▓Į╠ßĖ▀ĪŻ
╔·«a(ch©Żn)╣ż╦ćŠC╩÷
ų▒┐põō╣▄░┤╔·«a(ch©Żn)╣ż╦ć┐╔Ęų×ķĖ▀Ņlų▒┐põō╣▄║═┬±╗Ī║Ėų▒┐põō╣▄ĪŻ┬±╗Ī║Ėų▒┐põō╣▄░┤Ųõ▓╗═¼Ą─│╔ą═ĘĮ╩ĮėųĘų×ķUOEĪóRBEĪóJCOEõō╣▄Ą╚ĪŻŽ┬├µĮķĮBūŅ│ŻęŖĄ─Ė▀Ņlų▒┐põō╣▄║═┬±╗Ī║Ėų▒┐põō╣▄Ą─│╔ą═╣ż╦ćĪŻ
┬±╗Ī║Ė╣ż╦ć
1. ░Õ╠ĮŻ║ė├üĒųŲįņ┤¾┐┌ÅĮ┬±╗Ī║Ėų▒┐põō╣▄Ą─õō░Õ▀M(j©¼n)╚ļ╔·«a(ch©Żn)ŠĆ║¾Ż¼╩ūŽ╚▀M(j©¼n)ąą╚½░Õ│¼┬Ģ▓©Öz“ׯ╗
2. ŃŖ▀ģŻ║═©▀^ŃŖ▀ģÖC(j©®)ī”õō░Õā╔▀ģŠē▀M(j©¼n)ąąļp├µŃŖŽ„Ż¼╩╣ų«▀_(d©ó)ĄĮę¬Ū¾Ą─░ÕīÆĪó░Õ▀ģŲĮąąČ╚║═Ų┬┐┌ą╬ĀŅŻ╗
3. ŅA(y©┤)ÅØ▀ģŻ║└¹ė├ŅA(y©┤)ÅØÖC(j©®)▀M(j©¼n)ąą░Õ▀ģŅA(y©┤)ÅØŻ¼╩╣░Õ▀ģŠ▀ėąĘ¹║Žę¬Ū¾Ą─Ū·┬╩Ż╗
4. │╔ą═Ż║į┌JCO│╔ą═ÖC(j©®)╔Ž╩ūŽ╚īóŅA(y©┤)ÅØ║¾Ą─õō░ÕĄ─ę╗░ļĮø(j©®ng)▀^ČÓ┤╬▓Į▀M(j©¼n)ø_ē║Ż¼ē║│╔"J"ą╬Ż¼į┘īóõō░ÕĄ─┴Ēę╗░ļ═¼śėÅØŪ·Ż¼ē║│╔"C"ą╬Ż¼ūŅ║¾ą╬│╔ķ_┐┌Ą─"O"ą╬
5. ŅA(y©┤)║ĖŻ║╩╣│╔ą═║¾Ą─ų▒┐p║Ėõō╣▄║Ž┐p▓ó▓╔ė├ÜŌ¾w▒Żūo(h©┤)║ĖŻ©MAGŻ®▀M(j©¼n)ąą▀B└m(x©┤)║ĖĮėŻ╗
6. ā╚(n©©i)║ĖŻ║▓╔ė├┐v┴ąČÓĮz┬±╗Ī║ĖŻ©ūŅČÓ┐╔×ķ╦─ĮzŻ®į┌ų▒┐põō╣▄ā╚(n©©i)é╚(c©©)▀M(j©¼n)ąą║ĖĮėŻ╗
7. ═Ō║ĖŻ║▓╔ė├┐v┴ąČÓĮz┬±╗Ī║Ėį┌ų▒┐p┬±╗Ī║Ėõō╣▄═Ōé╚(c©©)▀M(j©¼n)ąą║ĖĮėŻ╗
8. │¼┬Ģ▓©Öz“×ó±Ż║ī”ų▒┐p║Ėõō╣▄ā╚(n©©i)═Ō║Ė┐p╝░║Ė┐pā╔é╚(c©©)─Ė▓─▀M(j©¼n)ąą100%Ą─Öz▓ķŻ╗
9. X╔õŠĆÖz▓ķó±Ż║ī”ā╚(n©©i)═Ō║Ė┐p▀M(j©¼n)ąą100%Ą─X╔õŠĆ╣żśI(y©©)ļŖęĢÖz▓ķŻ¼▓╔ė├łDŽ¾╠Ä└ĒŽĄĮy(t©»ng)ęį▒ŻūC╠Įé¹Ą─ņ`├¶Č╚Ż╗
10. öU(ku©░)ÅĮŻ║ī”┬±╗Ī║Ėų▒┐põō╣▄╚½ķL▀M(j©¼n)ąąöU(ku©░)ÅĮęį╠ßĖ▀õō╣▄Ą─│▀┤ńŠ½Č╚Ż¼▓óĖ─╔Ųõō╣▄ā╚(n©©i)æ¬(y©®ng)┴”Ą─Ęų▓╝ĀŅæB(t©żi)Ż╗
11. ╦«ē║įć“ׯ║į┌╦«ē║įć“×ÖC(j©®)╔Žī”öU(ku©░)ÅĮ║¾Ą─õō╣▄▀M(j©¼n)ąąųĖ∙Öz“×ęį▒ŻūCõō╣▄▀_(d©ó)ĄĮś╦(bi©Īo)£╩(zh©│n)ę¬Ū¾Ą─įć“×ē║┴”Ż¼įōÖC(j©®)Š▀ėąūįäėėøõø║═ā”┤µ╣”─▄Ż╗
12. Ą╣└ŌŻ║īóÖz“×║ŽĖ±║¾Ą─õō╣▄▀M(j©¼n)ąą╣▄Č╦╝ė╣żŻ¼▀_(d©ó)ĄĮę¬Ū¾Ą─╣▄Č╦Ų┬┐┌│▀┤ńŻ╗
13. │¼┬Ģ▓©Öz“×ó“Ż║į┘┤╬ųĖ∙▀M(j©¼n)ąą│¼┬Ģ▓©Öz“×ęįÖz▓ķų▒┐p║Ėõō╣▄į┌öU(ku©░)ÅĮĪó╦«ē║║¾┐╔─▄«a(ch©Żn)╔·Ą─╚▒Ž▌Ż╗
14. X╔õŠĆÖz▓ķó“Ż║ī”öU(ku©░)ÅĮ║═╦«ē║įć“×║¾Ą─õō╣▄▀M(j©¼n)ąąX╔õŠĆ╣żśI(y©©)ļŖęĢÖz▓ķ║═╣▄Č╦║Ė┐p┼─Ų¼Ż╗
15. ╣▄Č╦┤┼Ę█Öz“ׯ║▀M(j©¼n)ąą┤╦ĒŚÖz▓ķęį░l(f©Ī)¼F(xi©żn)╣▄Č╦╚▒Ž▌Ż╗
16. Ę└Ė»║══┐īėŻ║║ŽĖ±║¾Ą─õō╣▄Ė∙ō■(j©┤)ė├æ¶ę¬Ū¾▀M(j©¼n)ąąĘ└Ė»║══┐īėĪŻ
├ōč§ä®Ą─ė░Ēæ
ī”ė┌”ž(AlsĪ▄0.01%ų▒┐p║Ė╣▄Ż¼╩╣ė├ā╔ĘN├ōč§ä®ī”VD╠Ä└Ē║¾õōųą┐éč§┴┐ė░Ēæ▌^ąĪŻ¼Č╝─▄īó”ž(T.O┐žųŲį┌20Ī┴10-6ęįŽ┬;Si-Al-Ba├ōč§║¾į┌Ė„╣żą“ųąČ╝┐╔Ą├ĄĮ▌^Ą═Ą─┐éč§║¼┴┐Ż¼Ė„╣żą“├ō觹¦╣¹ÅŖ(qi©óng)ė┌Si-Ca├ō觹¦╣¹ĪŻ
ų▒┐p║Ė╣▄╩╣ė├Si-Ca║═Si-Al-Baā╔ĘN▓╗═¼├ōč§ä®ĢrŻ¼ę▒¤Æ▀^│╠ųąŖAļs╬’Ą─öĄ(sh©┤)┴┐Īó│▀┤ńČ╝ėą▌^┤¾ģ^(q©▒)äeŻ¼Si-Al-Ba├ōč§║¾Ė„╣żą“Ą─ŖAļsöĄ(sh©┤)┴┐ę¬╔┘ė┌Si-Ca├ōč§║¾Ż¼Ūę│▀┤ń▌^ąĪĪŻ
ų▒┐p║Ė╣▄╩╣ė├Si-Ca║═Si-Al-Baā╔ĘN▓╗═¼├ōč§ä®ĢrŻ¼į┌Ø▓ĶT▀^│╠ųąõōę║Č╝░l(f©Ī)╔·├„’@Ą─Č■┤╬č§╗»Ż¼Ą½Si-Al-Ba├ōč§õōę║Č■┤╬č§╗»Ė³×ķć└(y©ón)ųžĪŻ
Õæ▓─ųąŖAļs╬’ĮM│╔║═õXŅÉŖAļs╬’║¼┴┐ŽÓ▓Ņ▌^┤¾Ż¼╩╣ė├Si-Al-Ba├ōč§ĢrÕæ▓─ųąŖAļs╬’ęįēKĀŅ║═µ£ĀŅč§╗»õX×ķų„Ż¼ų▒┐p║Ė╣▄╩╣ė├Si-Ca├ōč§ĢrÕæ▓─ųąŖAļs╬’ų„ę¬×ķŚlĀŅ╣ĶÕiõX╦ß¹}Å═(f©┤)║ŽŖAļs╬’;Si-Ca║ŽĮ├ōč§Õæ▓─ųąõXŅÉŖAļs╬’Ą─║¼┴┐ę¬╔┘ė┌Si-Al-Ba║ŽĮ├ōč§ĪŻ